 2018-01-08
2018-01-08 1108
1108 |
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий. В принципе этот метод сварки имеет много общего с холодной сваркой.
Машины для ультразвуковой сварки состоят из следующих основных узлов: источника питания, аппаратуры управления, механической колебательной системы и привода давления.
Механическая колебательная система служит для преобразования электрической энергии в механическую, передачи этой энергии в зону сварки, концентрирования этой энергии и получения Необходимой величины колебательной скорости излучателя.
Установка для сварки ультразвуком (рис. 20.14) состоит из электромеханического преобразователя 1 с обмотками, заключенного в металлический корпус 7, охлаждаемый водой; трансформатора продольных упругих Колебаний 6; сварочного наконечника 5 и механизма давления 3, между которыми помещают свариваемые детали 4. Крепление колебательной системы производят с помощью диафрагмы 2. Трансформатор упругих колебаний вместе со сварочным наконечником представляет собой волновод.
Питание электромеханических преобразователей осуществляется от источника электрической энергии — генератора с частотой колебаний тока 18...30 кГц. Рабочая частота генератора определи -
Токопровод 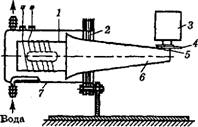 Рис. 20.14. Схема установки для точечной сварки ультразвуком Рис. 20.14. Схема установки для точечной сварки ультразвуком |
ется собственной частотой механической колебательной системы, выходная мощность составляет 0,01... 10,0 кВт.
При включении в цепь высокочастотного генератора преобразователя создающееся в нем переменное магнитное поле приводит к возникновению в волноводе продольных упругих колебаний, которые передаются в свариваемые детали. Под действием этих колебаний вблизи места сварки в металле возникают сдвиговые деформации, которые разрушают оксидные пленки и обнажают ювенильные (чистые) поверхности металла. В результате на границе раздела соприкасающихся поверхностей свариваемых элементов осуществляется межатомное взаимодействие, образуются общие зерна и в целом сварное соединение.
Процесс ультразвуковой сварки происходит при воздействии сдвигающих высокочастотных колебаний, давления, приложенного перпендикулярно к поверхности деталей, и теплового эффекта, сопровождающего процесс сварки. В результате в зоне сварЯой точки наблюдается небольшая пластическая деформация.
Сварка ультразвуком имеет следующие преимущества:
□ возможность соединения химически активных металлов или металлов, склонных образовывать хрупкие интерметаллические соединения;
| 20.8. |
□ возможность соединения тонких и ультратонких деталей, приварки тонких листов и фольги к деталям неограниченной толщины.
Сварка взрывом
Сварка взрывом — это процесс соединения материалов, находящихся в твердом состоянии, эа счет пластической деформации соударяющихся под углом поверхностей заготовок при воздействии импульса давления, создаваемого взрывом. Пластическая деформация в зоне соединения приводит к образованию физического контакта и активации контактных поверхностей. Особенностью сварки взрывом является образование волнового профиля зоны сварки, что сопровождается увеличением поверхности соединения. При этом происходит очистка свариваемых поверхностей от загрязнений и оксидов.
Сварка взрывом осуществляется соударением пластин, расположенных под углом за счет метания одной из пластин скользящей по ее поверхности детонационной волной (см. рис. 8.5). Для осуществления процесса свариваемые пластины устанавливают с зазором под углом а друг к другу (а= 0...70). Угловая схема используется при сварке небольших по длине толстых пластин, изгиб которых при метании и соударении невозможен. При микросварке тонкой фольги применяют схему с обратным углом.
На практике большое распространение нашла схема с параллельным расположением пластин (рис. 20.15). На метаемой (плакирующей) пластине 3 располагают заряд взрывчатого вещества (ВВ) 2 толщиной Н. Пластину с помощью опор устанавливают с зазоромhк неподвижной (плакируемой) пластине 4, которая лежит на основании 5 (асбестовая пластина, песок, грунт и т.п.). Инициирование процесса детонации заряда ВВ осуществляют электродетонатором 1. Детонация обусловлена распространением ударной волны, возбуждающей химическую реакцию. Переход взрывчатого вещества из твердого состояния в газообразное происходит с выделением большого количества энергии.
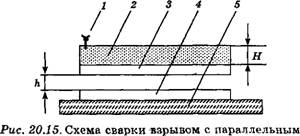 расположением пластин расположением пластин |
Метаемая пластина подвергается двойному изгибу и совместно с неподвижной пластиной — интенсивной пластической деформации в зоне соударения. Амплитуда волны в зоне соединения определяется режимами сварки и пластичностью метаемого материала. Чем выше пластичность метаемого материала, тем больший объем материала участвует в интенсивной пластической деформации в зоне соединения.
Сварка взрывом ведется без нагрева и с нагревом свариваемых заготовок. Режимы сварки определяются пластическими характеристиками и гомологическими температурами свариваемых материалов. При сварке взрывом материалов с резко различающимися физико-механическими свойствами тепловые процессы, протекающие в зоне соединения, играют определяющую роль. Повышение уровня внутренней энергии и пластичности свариваемых материалов при нагреве приводит к увеличению объема материала, вовлекаемого в интенсивную пластическую деформацию в зоне соединения, что снижает плотность внутренней энергии в этой зоне, облегчает условия отвода тепла и позволяет расширить диапазон режимов качественной сварки материалов с различающимися физико-механическими свойствами. При сварке с нагревом заготовки размещаются в вакуумном контейнере, что предотвращает интенсивное окисление поверхности (для тугоплавких материалов). Процесс сварки взрывом с нагревом полностью автоматизирован.
Сварка труб взрывом осуществляется по схеме внутреннего и наружного плакирования (рис. 20.16). Трубы устанавливают с зазором друг к другу. Заряд ВВ размещают соответственно внутри или снаружи метаемой трубы. При наличии в сварочном зазоре газа или воздуха в процессе сварки создается ударно-сжатый поток. Его взаимодействие со свариваемой поверхностью приводит к образованию на метаемой поверхности волнового профиля еще до соударения, что повышает прочность соединения.
Более эффективно наружное плакирование, которое сопровождается объемной пластической деформацией метаемой трубы и приводит к упрочнению материала. Если высокоскоростная деформация стальных труб происходит при сварке с нагревом выше температур фазовых превращений, то в структуре сталей наблюдается образование мартенсита деформации (как и при высокочастотной термомеханической обработке). Это приводит не только к повышению прочности, но и к сохранению пластичности и вязкости материала. Для сварки взрывом с нагревом хрупких тугоплавких материалов (Cr, Мо, W) характерно формирование мелкозернистой ячеистой структуры с высокими физико-механическими свойствами.
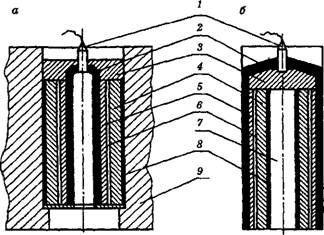 Рис. 20.16. Схема внутреннего (а) и наружного (б) плакирования трубы взрывом: 1 — электродетонатор; 2 — взрывчатое вещество; 3 — защитный элемент; 4 — плакируемая труба; 5 — плакирующая труба; 6 — сварочный зазор; 7 — оправка; 8 — защитный слой; 9 — матрица Рис. 20.16. Схема внутреннего (а) и наружного (б) плакирования трубы взрывом: 1 — электродетонатор; 2 — взрывчатое вещество; 3 — защитный элемент; 4 — плакируемая труба; 5 — плакирующая труба; 6 — сварочный зазор; 7 — оправка; 8 — защитный слой; 9 — матрица |
Сваркой взрывом можно изготавливать волокнистые композиционные материалы, размещая в сварочном зазоре упрочняющие элементы (волокна, высокопрочную проволоку); композиты из химически несовместимых компонентов, которые получить другими методами невозможно; панельные конструкции; полые обогреватели; сотовые конструкции; слоистые трубы; биметаллический инструмент; слоистые мишени для распылительных систем; переходники из разнородных материалов и др.
Сварка взрывом позволяет не только соединять большие по размерам поверхности листов, труб, заготовок и конструкций, осуществлять микросварку взрывом тонких фольг и элементов микроэлектроники, но и изготавливать биметаллические, слоистые, композиционные материалы с заданными свойствами (металл — стекло, керамика — металл и т.п.).
Сварку взрывом осуществляют в специальных камерах и на открытом пространстве. Она не требует сложного оборудования и может быть автоматизирована. Сварка взрывом является промежуточной операцией при прокатке, волочении, экструзии слоистых материалов.
Сварка взрывом не требует нагрева свариваемых частей и протекает независимо от площади соединения практически мгновенно, как это свойственно всем взрывным процессам, в течение миллионных долей секунды. Она позволяет получать монолитные соединения практически неограниченной площади. При этом процесс сварки осуществляется тем легче, чем больше отношение площади соединения к толщине метаемой части металла.
ОБРАБОТКА РЕЗАНИЕМ
21. Классификация движений в металлорежущих станках и методов формообразования
23. Отделочная обработка поверхностей
| Раздел VI |
24. Электрофизические и электрохимические методы обработки
 |

