 2018-01-21
2018-01-21 708
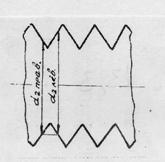
708Обертанням мікрогвинта 1, (рис.7.1)лінію горизонтальної оптичної осі перемістити до збіжності з лінією зовнішнього діаметра різьби з однієї сторони профілю і відлікувати показання по шкалах гільзи і барабана мікрогвинта. Повторити вимірювання з протилежної сторони профілю. зовнішнього діаметра різьби.
Аналогічним чином виміряти внутрішній діаметр різьби.
Результати вимірювання порівнюються з підрахованими значеннями внутрішнього і зовнішнього діаметрів і робиться висновок про придатність різьбової деталі по цім параметрам.
Вимірювання середнього діаметра
Середній діаметром різьби прийнято розглядати як діаметр уявленого циліндра, соосного з різьбою, і перетинаючого профіль різьби там де ширина виступів дорівнює ширині западин.
При вимірі середнього діаметра не можливо точно знайти точку перетину уявленим циліндром образующую профіля різьби.
|
Рисунок 7.3 — Схема вимірювання середньогодіаметра
У зв’язку з цим рекомендується схема вимірювання яка надає можливість виміряти середнійдіаметр без пошуку точки перетину. Схема показана на рис.7.3.
Розмір підраховується за формулою:
 (7.1)
(7.1)
Вимірювання кроку
Обертанням маховичка 17 і мікрогвинтів 1, (рис.7.1), нахилити оптичну ось до збіжності з однією з бокових сторін профілю (правою або лівою) (рис.7.4). і відлікувати показання на шкалі поздовжнього мікрогвинта. Перемістити робочий стіл на n кроків різьби, до співпадіння оптичної осі з однойменною боковою стороною профілю. Різниця між цими показаннями поділена на кількість кроків визначить дійсне значення кроку різьби.
Щоб зменшити імовірність похибки, вимірювання кроку виконують по правим і лівим сторонам профілю (рис.7.4). Для різьб діаметром більше 3 мм дійсний розмір приймається рівним середньому арифметичному з двох вимірювань:
 (7.2)
(7.2)
Порівнюючи дійсний розмір з номінальним значенням, визначають абсолютну величину відхилення (у хвилинах):
 (7.3)
(7.3)

|
Рисунок 7.4 - Схема вимірювання похибок кроку
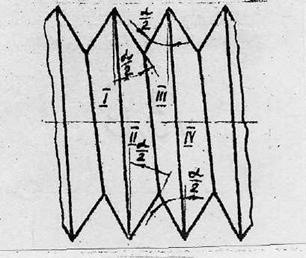
Вимірювання половини кута профілю 
Обертанням маховичка, розташованого на кутовимірній голівці необхідно розвернути середню пунктирну лінію сітки до співпадіння з лівою стороною профілю різьби. Величина відліку по кутовій шкалі мікроскопа 6 буде дорівнювати половині кута профілю .
Для визначення величини половини кута профілю для правої сторони профілю різьби необхідно розвернути середню пунктирну лінію сітки до співпадіння з правою стороною профілю різьби і величину відліку по кутовій шкалі мікроскопа слід відняти від 360°.
Щоб виключити похибку вимірювання від переміщення деталі в горизонтальній площині, необхідно виміряти кути профілю  і
і  у верхній частині профілю різьби, та
у верхній частині профілю різьби, та  і
і  у нижній частині профілю різьби (рис. 7.5).
у нижній частині профілю різьби (рис. 7.5).
|
Рисунок 7.5 - Схема вимірювання похибок кута профілю різьби.
Потім знаходять  і
і  відповідно за формулами:
відповідно за формулами:
 (7.4);
(7.4);
 (7.5).
(7.5).
Одержанні значення половин кутів порівнюємо з номінальною величиною (для метричноі різьби  ) і одержуємо відповідно похибки кутів:
) і одержуємо відповідно похибки кутів:  і
і  . Підставляємо абсолютні значення відхилень (
. Підставляємо абсолютні значення відхилень ( і ) у формулу
і ) у формулу
 (7.6)
(7.6)
Обчислюємо величину похибки кута профілю  у хвилинах.
у хвилинах.








