 2018-01-21
2018-01-21 1162
1162Инверторный сварочный аппарат – это аппарат с инверторным источником питания, преобразующим переменное напряжение сети в напряжение и ток для сварки. Основными компонентами инверторного источника питания обычно являются:
- сетевой выпрямитель, преобразующий входное переменное напряжение в постоянное;
- инвертор, преобразующий далее постоянное входное напряжение в переменное высокой частоты;
- высокочастотный трансформатор, понижающий напряжение, преобразованное инвертором;
- выходной высокочастотный выпрямитель;
- сглаживающий дроссель.
Функциональная схема источника питания инверторного сварочного аппарата приведена на рисунке 7.
Рис. 7 Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты

Рис. 7, а. Вольтамперная характеристика источника питания инверторного сварочного аппарата
Технологические преимущества инверторных сварочных аппаратов:
- минимальное разбрызгивание;
- сварка короткой дугой;
- сварка плохо свариваемых сталей;
- минимальный перегрев свариваемого изделия;
- высокие КПД и быстродействие;
- меньшие габариты по сравнению со сварочными трансформаторами;
- для получения качественных швов не требуется высокой квалификации сварщика.
Инверторные сварочные аппараты также называют сварочными инверторами.
Приложение 9
Функциональная схема источника питания инверторного сварочного аппарата
Рис. 7 Функциональная схема источника питания инверторного сварочного аппарата для трехфазного входного напряжения 380 В промышленной частоты
Рис. 7, а. Вольтамперная характеристика источника питания инверторного сварочного аппарата
Сварочные полуавтоматы.
Установки автоматической и полуавтоматической сварки комплектуются автоматическими головками для сварки под флюсом. С их помощью производится сварка металлов электрической дугой под флюсом (под слоем сыпучих веществ специального химического состава). Применяются также головки для без дуговой электрошлаковой сварки. В этом случае сварка происходит за счет тепла, выделяющегося в расплавленном флюсе при прохождении через него сварочного тока. Автоматические головки осуществляют возбуждение дуги в начале сварки, подачу проволоки в зону сварки по мере ее плавления и перемещение дуги вдоль шва.
Автоматическая и полуавтоматическая дуговая электросварка применяются в основном на промышленных предприятиях, в том числе на предприятиях строительной техники.
.
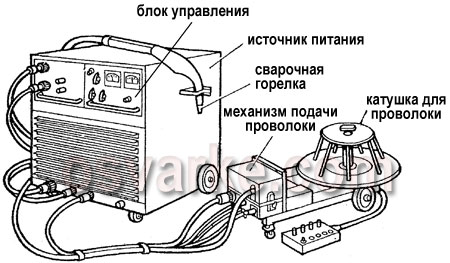
Рис. 8. Компоненты сварочного полуавтомата
По назначению сварочные полуавтоматы можно разделить на:
- сварочные полуавтоматы для сварки в защитных газах;
- сварочные полуавтоматы для сварки под флюсом;
- сварочные полуавтоматы для сварки порошковой проволокой;
- универсальные сварочные полуавтоматы.
Сварочные полуавтоматы для сварки в защитных газах обеспечивают подвод газа в зону сварки, снабжены газовым клапаном, останавливающим подачу газа после прекращения процесса сварки.
Сварочные полуавтоматы для сварки под флюсом имеют специальную горелку с воронкой для засыпания флюса. У них более мощный механизм подачи проволоки, поскольку для сварки под флюсом обычно используются проволоки большего диаметра, чем для сварки в защитных газах.
В сварочных полуавтоматах для сварки порошковой проволокой применяется специальная конструкция подающих роликов для предотвращения сплющивания проволоки.
Универсальные сварочные полуавтоматы снабжены дополнительными компонентами (сварочными горелками, роликами и т.д.), позволяющими применять их для различных способов сварки (например, для полуавтоматической, ручной и аргонодуговой сварки).








