 2017-11-01
2017-11-01 530
530Основным недостатком этого способа является малая толщина наращиваемого слоя металла — до 0,2 мм.
Кроме того, электроискровым способом производят прошивку отверстий различных диаметров и формы (круглые, трехгранные, квадратные, эллипсные и др.) при удалении сломанных крепежных деталей и инструмента. Деталь, в которой необходимо прошить отверстие, помещают в ванну, заполненную рабочей жидкостью (диэлектриком). Слой рабочей жидкости над поверхностью детали должен быть не менее 100 мм, чтобы в процессе работы установки не произошло возгорание. При большом размере обрабатываемой детали делают местную ванну или в промежуток между деталью и электродом-инструментом подают воду.
По мере внедрения электрода-инструмента в деталь его перемещают вдоль оси для поддержания постоянного искрового промежутка между электродом и деталью. Для прошивки отверстий применяется высоковольтная конденсаторная схема с источником постоянного тока напряжением 120—220 В, емкостью конденсатора 100—400 мкФ и током короткого замыкания электродов 7—30 А. В качестве источника питания используются полупроводниковые выпрямители. В последнее время для питания установок применяют машинные импульсные генераторы, что позволяет повышать производительность прошивки и снижать износ электрода-инструмента.
|
|
|
В качестве рабочей жидкости применяют смесь, состоящую из 50 % керосина и 50 % веретенного масла.
Металлизация
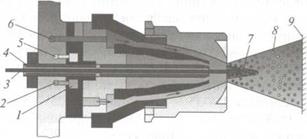
Сущность процесса металлизации (рис. 4.7) заключается в том, что металлическая электродная проволока расплавляется с помощью ацетилено-кислородного пламени, электрической дуги или токов высокой частоты в специальных устройствах (металлизатоpax). Этот процесс даст возможность нанесения слоя металла толщиной одного слоя от 0,03 до 1,5 мм на любой материал без опасности его перегрева. Струей воздуха расплавленный металл распыляется на мелкие частицы и наносится на заранее подготовленную поверхность детали (рис. 4.7). Получается довольно пористое покрытие, на котором хорошо удерживается смазка и, следовательно, повышается износостойкость. Прочность сцепления покрытия с основным металлом невысокая.
В процессе металлизации происходят значительные изменения физического и структурного состояния исходного металла. Температура металлизационного слоя в процессе нанесения не превышает 70—80 °С, поэтому не влияет на изменение структуры и механических свойств металла детали.
Металлизация позволяет наносить покрытия до 10 мм из различных металлов и сплавов на стальные, чугунные, бронзовые, деревянные, гипсовые и другие поверхности, в несколько слоев. Можно получить псевдопокрытия, состоящие, например, из меди и свинца, алюминия и свинца и других металлов. Металлизация не вызывает изменения структуры металла детали, поэтому прочность основания наращиваемой детали не снижается. Ремонт деталей с применением металлизации обходится, как правило, дешевле по сравнению с другими способами. Металлизационное покрытие обладает рядом ценных свойств, например, достаточно высокой износостойкостью при жидкостном и полужидкостном трении.
|
|
|
| Рис. 4.7. Распылительная головка газопламенного проволочного аппарата для напыления: 1 — смесительная камера; 2 — канал подвода кислорода; 3 — проволока; 4 — направляющая втулка; 5 — канал подвода ацетилена; 6 — воздушный канал; 7— ацетилено-кислородное пламя; 8— газометаллическая струя; 9 — наплавляемая поверхность детали |
Однако, несмотря на ряд преимуществ, металлизация распылением имеет ряд существенных недостатков, к числу которых следует отнести в первую очередь сравнительно невысокую прочность сцепления покрытия с металлом восстанавливаемой детали; трудности подготовки твердых поверхностей деталей к металлизации и значительные потери металла, особенно при металлизации малогабаритных деталей.
С помощью металлизации восстанавливают изношенные места под неподвижные и подвижные посадки шариковых и роликовых подшипников, шестерен, шкивов и других деталей. Восстанавливают шейки валов, работающих в условиях хорошей смазки без вибраций и ударов. Производят заделку трещин в деталях, воспринимающих небольшую нагрузку, например, в блоках, головках цилиндров и др.
Иногда металлизацию применяют для защиты поверхностей деталей от коррозии и покрытия поверхностей, не подлежащих цементации (на поверхности деталей наносят слой меди).
К основным физико-механическим свойствам металлизационного покрытия относятся: структура, прочность сцепления, твердость и износоустойчивость.
Структура металлизационного слоя покрытия в основном зависит от процесса металлизации. Изменение различных характеристик процесса металлизации (скорости подачи проволоки и температуры ее нагрева, давления воздушной среды) позволяет получать частицы металла размером от 0,001 до 0,4 мм. В процессе плавления и распыления электродной проволоки происходит выгорание основных элементов и окисление металла. При этом выгорание углерода С составляет 25—35 %; кремния Si — 25—45 %; марганца Мп - 35- 38 %; серы S — 25—26 %, что приводит к изменению химического состава металла покрытия.
Металлические расплавленные частицы в струе воздуха переносятся со скоростью 150- 250 м/с и достигают примерно за 0,003 с поверхности детали. При такой высокой скорости и весьма малом времени полета частицы не успевают охладиться и осаживаются на поверхность в пластическом состоянии. Ударяясь о заранее подготовленную шероховатую поверхность, частицы деформируются и заклиниваются, механически сцепляясь между собой и поверхностью детали. Охлаждение частиц различных размеров воздушной струей приводит к местной неоднородности структуры металлизационного слоя.
Твердость металлизационного покрытия выше твердости исходного материала благодаря быстрому охлаждению и появлению наклепа. Наибольшая твердость (HRC 64) получается при применении электродной проволоки с содержанием углерода 0,7 %. При этом оптимальное расстояние от головки металлизатора до детали составляет 100—125 мм при давлении воздуха 5—6 кгс/см2.
Износостойкость металлизационного слоя определяется особенностями структуры и свойств покрытия. Металлизационное покрытие неоднородно по структуре и обладает хрупкостью, поэтому износостойкость его в условиях сухого трения весьма низкая. При жидкостном и граничном трении металлизационные покрытия имеют высокую износостойкость, что достигается благодаря пористости металлизационного слоя, в котором хорошо удерживается смазка. Металлизационные покрытия легко деформируются и быстро прирабатываются, чем выгодно отличаются от других видов металлопокрытий.
|
|
|
Перед нанесением металлизационного покрытия поверхность детали очищают от грязи, жиров, окислов и ржавчины, восстанавливают правильную геометрическую форму детали и придают повышенную шероховатость поверхности для лучшего сцепления металлизационного слоя с основным металлом, а также изолируют места детали, не подлежащие металлизации.
Детали от грязи и жиров очищают в моечных машинах; окислы и ржавчину снимают механическими щетками, пескоструйными (дробеструйными) установками или вываркой в ваннах с водяной вытяжкой суперфосфата, подогретой до температуры 95—98 °С.
Правильную геометрическую форму детали придают механической обработкой поверхности. При этом размеры детали уменьшают с таким расчетом, чтобы после металлизации и обработки под необходимый размер высота металлизационного слоя оставалась не менее 0,5 мм.
Шероховатую поверхность детали можно получить, используя механические, электрические и химические способы. Из механических способов наибольшее распространение получили пескоструйная обработка и нарезание рваной или круглой резьбы. При пескоструйной обработке деталь помещают в пескоструйную камеру или шкаф. При помощи пескоструйного пистолета на деталь направляют струю сжатого воздуха под давлением 5—6 кгс/см2 в смеси с сухим песком (размер зерен 1,5—2 мм). Удары зерен песка о деталь придают ее поверхности шероховатость.
Наибольшее распространение для деталей с твердостью до НВ 300—350 нашел способ нарезания рваной и круглой резьбы, а также накатка поверхности рифлеными роликами. Нарезку рваной и круглой резьбы на поверхность детали производят после предварительного протачивания. Для нарезания резьбы применяют резец с углом при вершине 55—60° и небольшим закруглением острия вершины. Резец устанавливают с большим вылетом (100— 150 мм) и смещают вершину от центра вращения детали вниз на 2—6 мм. Резьбу нарезают шагом 0,8—1 мм и глубиной 0,5—0,8 мм.
|
|
|
Рваная резьба обеспечивает высокое сцепление металлизационного слоя с основным металлом, однако резко снижает усталостную прочность детали. Наиболее практично применять круглую резьбу, которую нарезают специальным пластинчатым резцом шириной 1,2 мм, имеющим радиус закругления вершины 0,6 мм. Шаг резьбы принимают равным 1,6—1,8 мм при глубине нарезки 0,6 мм. После нарезания резьбы гребни приплющивают гладким роликом, и они получают форму ласточкина хвоста.
Термически обработанные поверхности деталей твердостью выше НВ350 подготавливают под металлизацию электроискровой обработкой на установке для электроискрового упрочнения. На поверхность наносится шероховатый слой металла толщиной 0,1—0,15 мм.
Химический способ подготовки заключается в травлении поверхности водным раствором соляной кислоты. Поверхности деталей, не подлежащие металлизации, предохраняют пергаментной бумагой, картоном, асбестом, листовой сталью; пазы и отверстия закрывают деревянными пробками.
Металлизационное покрытие наносят с помощью электродуговых, газовых и высокочастотных металлизаторов. Установка для электродуговой металлизации состоит из электрометаллизатора с катушками для проволоки, источника переменного или постоянного тока с контрольными приборами, компрессора с воздухосборником и водомаслоотделителем, а также вентиляционной кабины, в которой установлен токариый станок, используемый для вращения детали и продольною перемещения электрометаллизатора, установленного на суппорте.
Схема работы распылительной головки электрометаллизатора выглядит следующим образом. Электродная проволока с помощью рифленых роликов подастся в наконечник. Привод роликов осуществляется воздушной турбиной или электродвигателем. К наконечникам присоединены провода, по которым подается электрический ток. Наконечники между собой и воздухопроводом изолированы прокладкой. С помощью наконечников обе электродные проволоки направляются навстречу друг другу. При подаче электрического тока между концами электродной проволоки возникает электрическая дуга. По трубке подается сжатый воздух, с помощью которого расплавленный металл распыляется и наносится на подготовленную поверхность детали.
Наибольшее применение находят следующие пистолеты-электрометаллизаторы: ЭМ-ЗА, ЭМ-6, ЛК-У, ЛК-6А. Пистолеты ЭМ-ЗА и ЛК-У универсальные и могут быть использованы как для работы вручную, так и для установки на токарном станке. Пистолеты ЛК-6А и ЭМ-6 станочные, их применяют только при работе на токарном станке.
Установка для газовой металлизации состоит из следующих узлов оборудования: газового металлизатора; токарного станка для вращения детали, подлежащей металлизации, и продольного перемещения газового металл и затора, закрепленного на суппорте; вытяжной камеры для отсоса металлической пыли; расходомеров для учета расхода газа, кислорода и воздуха; баллонов для газа и кислорода; воздухосборника; водомаслоотделителя и компрессора.
В качестве горючего газа наиболее часто используется ацетилен. Имеются также установки, позволяющие применять газы, являющиеся заменителями ацетилена: пропан-бутан, нефтегаз и другие, близкие по калорийности ацетилену.
Для применения в ремонтном деле промышленность выпускает газовый металлизатор ГИМ-1, работающий на ацетилене, получаемом от газогенераторов низкого давления. Металлизатор работает при давлении воздуха 4,5 кгс/см2 и расходе 0,6—0,8 м3/мин. Производительность при распылении стали от 0,8 до 1 кг/ч. Применяемая проволока имеет диаметр 1—2 мм.
Установка, работающая на токах высокой частоты, состоит из лампового высокочастотного генератора мощностью 30—60 кВт, частотой тока 70—500 кГц; металлизатора, устанавливаемого на суппорте токарного станка; вытяжной камеры; катушки для электродной проволоки; компрессора производительностью 1 м3/мин и водомаслоотделителя.
Распылительная головка высокочастотного металлизатора работает следующим образом. С помощью рифленых роликов, приводимых в движение пневматической турбинкой или электродвигателем, электродная проволока подается в направляющую втулку. Ток высокой частоты 70—500 МГц подводится коаксиальным кабелем к индуктору, состоящему из 4—6 витков медной трубки, через которую подается вода для охлаждения. В индукторе и вкладыше образуется высокочастотное электромагнитное поле, которое индуктирует с электродной проволокой, создавая в ней вихревые токи, которые расплавляют электродную проволоку. Расплавленный металл распыляется воздушной струей и наносится на подготовленную поверхность детали. Для охлаждения головки металлизатора вкладыш снабжен водяной рубашкой.
Наибольшее распространение получил высокочастотный металлизатор ВМЧ-3, устанавливаемый на суппорте токарного станка.
Технологический процесс восстановления деталей металлизацией заключается в правильном выборе режимов работы аппаратов и режимов обработки деталей после металлизации тем или другим способом.
Так, при газовой металлизации расстояние от сопла до покрываемой поверхности детали рекомендуется выдерживать 120— 200 мм при производительности аппаратов 1—2,5 кг стали в час и от 200 до 300 мм при производительности аппаратов 5—20 кг стали в час. При регулировке скорости подачи проволоки необходимо, чтобы место ее расплавления совпадало с выходным сечением распылительной головки. При работе стальной электродной проволокой газовое пламя рекомендуется выдерживать нейтральным. Давление кислорода колеблется в пределах 2,5—5 кгс/см2, горючего газа — 0,6—1,2 кгс/см2 и воздуха — 2,5—6 кгс/см2.
При электродуговой металлизации расстояние от сопла до наносимой поверхности составляет 100—120 мм, давление воздуха 4,5—6,0 кгс/см2 и напряжение на дуге 29—31 В. Режимы высокочастотной металлизации характеризуются следующими параметрами: расстояние от сопла металлизатора до поверхности восстанавливаемой детали 100—125 мм, давление сжатого воздуха 3,5—5 кгс/см2.
После окончания металлизации рекомендуется восстановленные детали погрузить в подогретое до температуры 60 °С минеральное масло и выдержать в нем не менее 6 часов. Это необходимо делать для улучшения последующей механической обработки.
При токарной обработке металлизированных стальных деталей рекомендуются следующие режимы: скорость резания 20—40 м/мин, подача 0,2—0,4 мм/об, глубина резания 0,2—0,5 мм. Обработка поверхности ведется с охлаждением эмульсией. При необходимости последующего шлифования следует оставлять припуск 0,2—0,4 мм в зависимости от размеров детали. Шлифовать рекомендуется при обильной подаче эмульсии по следующему режиму: окружная скорость шлифовального камня 20—30 м/с; скорость вращения детали 15—30 м/мин; глубина резания 0,02—0,04 мм; продольную подачу выбирают равной 0,2—0,3 ширины круга на оборот детали. Хорошее качество поверхности получается при применении шлифовальных кругов из электрокорунда.
После механической обработки детали, работающие со смазкой, следует пропитать подогретым минеральным маслом в течение 6—24 ч.
Плазменное напыление
Основными отличиями плазменной металлизации от других способов расплавления являются более высокая температура и большая мощность, что обеспечивает значительное повышение производительности процесса и возможность наносить и расплавлять любые жаростойкие и износостойкие материалы (рис. 4.8). Для плазменного напыления используют газы аргон и азот, обеспечивающие температуру струи. Для плазменной металлизации широко применяют установки УПУ и УМН, в комплект которых входят вращатель, защитная камера, дозатор порошка, источник питания и пульт управления.
Основной частью установки служит плазмотрон, срок службы которого определяется стойкостью сопла. Период работы плазмотрона невелик, поэтому его быстроизнашивающиеся части де лают сменными. Источниками тока являются сварочные генераторы ПСО-500 или выпрямители И ПН-160/600.
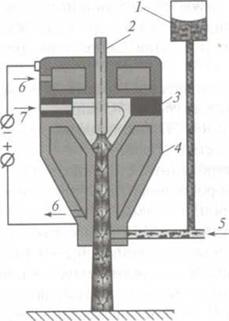
Рис. 4.8. Схема процесса плазменного напыления:
1 — порошковый дозатор; 2 — катод; 3 — изоляционная прокладка; 4 — анод; 5 — транспортирующий газ; 6 — охлаждающая жидкость; 7 — плазмообразующий газ
В качестве плазмообразующего газа используют аргон или менее дефицитный и дешевый азот. Однако зажечь дугу в среде на азоте сложнее и требуется значительно большее напряжение, что представляет опасность для обслуживающего персонала. Применяют способ, при котором зажигают дугу в среде аргона с напряжением возбуждения и горения дуги меньше, а затем переходят на азот. Плазмообразующий газ ионизуется и выходит из сопла плазмотрона в виде струи небольшого сечения. Обжатию способствуют стенки канала сопла и электромагнитное поле, возникающее вокруг струи. Температура плазменной струи зависит от силы тока, вида и расхода газа и изменяется от 10000 до 30 000 °С; скорость истечения газов 100—1500 м/с. Аргонная плазма имеет температуру 15 000—30 000 °С, азотная — 10000—15000 °С.
При плазменной металлизации в качестве наносимого материала применяют гранулированный порошок с размером частиц 50— 200 мкм. Порошок подается в зону дуги транспортирующим газом (азотом), расплавляется и переносится на деталь. Скорость полета частиц порошка 150—200 м/с, расстояние от сопла до поверхности детали 50—80 мм. Благодаря более высокой температуре наносимого материала и большей скорости полета распыляемых частиц прочность соединения покрытия с деталью в этом методе выше, чем при других способах металлизации.
Плазменная металлизация, происходящая при высокой температуре плазменной струи, позволяет наносить любые матери-
алы, в том числе самые износостойкие, но при этом возникает проблема последующей обработки сверхтвердых и износостойких материалов.
Использование импульсного лазерного излучения, длительность которого составляет миллисекунды, позволяет получать минимальные зоны термического влияния, которые не превышают нескольких десятков микрон. Минимальные объемы расплава и минимальные тепловложения в подвариваемую деталь позволяют сократить продольные и поперечные деформации и тем самым сохранить прецизионные размеры детали в поле допуска — несколько микрон. Точность наведения и локальность действия луча лазера позволяет подваривать строго определенные геометрические участки детали, обеспечивая минимальный припуск на механическую обработку, который составляет 0,2—0,5 мм. Так как при импульсной лазерной наплавке зоны термического влияния очень малы, подложка остается практически холодной, а скорость охлаждения жидкой фазы расплава металла достигает 102—103 °С/с. В этих условиях имеет место процесс автозакалки, который приводит к формированию чрезвычайно мелкодисперсной структуры, обладающей повышенной износостойкостью.
При сравнении практически все принципиальные технические различия технологии электродуговой наплавки и импульсной лазерной наплавки являются следствием того, что дуга является концентрированным сварочным источником энергии, а луч лазера — высококонцентрированным источником энергии. Импульсная лазерная наплавка по сравнению с электродуговой наплавкой характеризуется минимальными объемами расплава, зонами термического влияния и соответственно существенно меньшими поперечными и продольными усадками.
После электродуговой наплавки припуски могут достигать нескольких миллиметров, что вызывает необходимость последующей механической обработки. Использование в качестве источника энергии электрической дуги сопровождается ее силовым действием на жидкую фазу расплава металла, в результате образуются подрезы, которые не возникают при лазерной наплавке. Электродуговая наплавка требует предварительного и сопутствующего» подогрева мест наплавки и последующей термообработки и «и тип от лазерной наплавки.
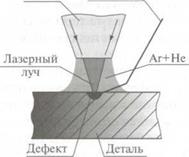
Технология лазерной наплавки может быть использована для восстановления изношенных пресс-форм, штампов и устранения различных дефектов, образующихся в процессе изготовления пресс- форм и штампов. Виды дефектов, устраняемые с помощью лазерной наплавки: места пробы на твердость HRC, трещины, забоины, задиры, раковины и поры, разгарные трещины, места адгезионного схватывания. Технологический процесс лазерной наплавки представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочной проволоки в среде инертных газов. Присадочный материал, расплавляясь, заполняет место дефекта. После лазерной наплавки требуется минимальная по сравнению с традиционными методами наплавки механическая обработка. Высокая точность наведения лазерного луча на место дефекта, локальность действия лазерного излучения позволяет наплавлять строго определенные участки дефектных деталей (рис. 4.9).

 Кратковременность протекания процесса, длительность импульса лазерного излучения, составляющая несколько миллисекунд, а также точная дозировка энергии обеспечивают минимальные зоны термического влияния и отсутствие поводок детали. Лазерная наплавка позволяет значительно снизить трудоемкость ремонта оснастки и, как следствие, себестоимость за счет исключения из процесса предварительного подогрева, последующей термообработки, необходимости снятия хромистого покрытия с поверхности и последующего его нанесения, если деталь хромированная. Преимущества лазерной наплавки указаны в табл. 4.2.
Кратковременность протекания процесса, длительность импульса лазерного излучения, составляющая несколько миллисекунд, а также точная дозировка энергии обеспечивают минимальные зоны термического влияния и отсутствие поводок детали. Лазерная наплавка позволяет значительно снизить трудоемкость ремонта оснастки и, как следствие, себестоимость за счет исключения из процесса предварительного подогрева, последующей термообработки, необходимости снятия хромистого покрытия с поверхности и последующего его нанесения, если деталь хромированная. Преимущества лазерной наплавки указаны в табл. 4.2.
Для предотвращения окисления расплавленного металла зону наплавки защищают инертными газами, например, смесью аргона с гелием. Для наплавки крупногабаритных узлов (длиной до нескольких метров) используют твердотельные лазерные установки, оснащенные оптоволоконными системами. Разработана технология устранения дефектов в виде горячих и холодных несквозных трещин, образующихся при электродуговой сварке штучными электродами, с использованием импульсного лазерного излучения твердотельных лазеров.
Заварка нескольких трещин с использованием импульсного лазерного излучения позволяет реализовать так называемый «холодный» режим сварки, при котором не происходит разогрев сварного шва ремонтируемой зоны, что позволяет сохранить механическую прочность сварного соединения и избежать отпуска металла в шве.
Использование оптоволоконной системы длиной несколько метров позволяет производить ремонт в самых труднодоступных по геометрии местах. Данную технологию можно использовать для устранения различных дефектов, образующихся при электродуговой сварке, — трещин, как холодных, так и горячих, раковин, кратеров, свищей, подрезов.
По характеру и условиям работы боковая поверхность лопаток турбин высокого давления подвергается микроповреждениям механического, химического и термического влияния. Анализ повреждаемости показывает, что около 70 % от их общего числа составляют детали с поверхностными дефектами глубиной до 0,4—2,0 мм. Использование оптоволоконных систем доставки луча лазера к месту дефекта открывает возможность ремонта лопатки турбины без ее демонтажа. Величина зоны термического влия ния не превышает 15 мкм. Структура наплавленного слоя мелкодисперсная.
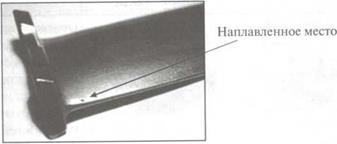 Рис. 4.10. Дефект лопатки турбинного колеса турбокомпрессора, устраненный по технологии импульсной лазерной наплавки
Рис. 4.10. Дефект лопатки турбинного колеса турбокомпрессора, устраненный по технологии импульсной лазерной наплавки
|
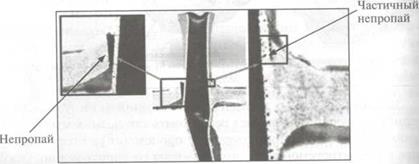
Рис. 4.11. Поперечное сечение в месте непропая трубки секции холодильника
 | |||
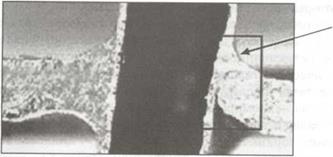 | |||
Рис. 4.12. Шлиф места дефекта, обработанного в режиме сварки-пайки
В процессе изготовления водяных секций могут возникать дефекты в виде непропаев. Разработана технология устранения негерметичности секций методом импульсной лазерной пайки-сварки (рис. 4.11 и 4.12).
Для устранения негерметичности паяного шва используется импульсное лазерное излучение твердотельного лазера. Встроенная в излучатель лазера телевизионная система с использованием целеуказания на основе Не — Ne (гелий — неон) лазера позволяет точно наводить луч лазера на место дефекта. Оснащение лазера оптоволоконной системой позволяет производить устранение дефектов в труднодоступных местах и производить быстрый переход с одного дефекта на другой.








