 2014-01-25
2014-01-25 1418
1418Классификация оборудования для ВТО.
 Для одежды
Для одежды
 |
| из ткани | из трикотажа | из кожи |
| Утюжильные столы, утюги, прессы периодического действия, карусельные прессы, паровоздушные манекены (ПВМ). | Утюжильные пропариваемые столы, утюги и ПВМ. | Прессы периодического действия и ПВМ |
Особенностью оборудования для ВТО одежды из ткани является использование значительных усилий прессования в широком интервале (в зависимости от теплостойкости ткани), водяного пара, сжатого воздуха.
Для трикотажных изделий высокое давление на поверхность не допустимо, а содержание тепловой обработки заключается в пропаривании одежды с целью объемности трикотажа.
При обработке изделий из кожи не используется водяной пар и воздух, а усилие прессования является незначительным по величине.
Утюги.
Структура утюга, как конструктивного устройства включает следующие признаки:
1. средства подвода и получение энерготехнологических сред, и улучшение их качества:
а) энергии с разным напряжением (110, 220, 380 В)
б) водяного пара с использованием осушителя
в) сжатого воздуха.
2. форма и материал подошвы утюга:
а) узкая шириной до 10 см для разутюживания швов;
б) широкая, шириной до 21,2 см. для универсальных целей;
в) тефлоновая (антилассовая, -глянцевая);
г) металлическая;
д) для работы на специальных узких колодках;
е) для универсальных швов;
3. перфорация подошвы в виде определенным образом расположенных отверстий в зависимости от размещения нагревательных элементов и конструктивного исполнения внутренней части корпуса;
4. средства контроля и управления температурой подошвы, временем пропаривания, а так же выполнения технологических операций (отрезание кромки);
5. источник поступления пара – электропар, из парогенератора / путем испарения воды внутри утюга;
6. условия труда (гуманность условий труда).
Утюжильные рабочие места являются универсальными видами оборудования для обработки практически любых видов одежды. При изготовлении верхней одежды из тяжелых плотных тканей утюги имеют ограниченное применение. Их используют для выполнения лишь нескольких операций, не требующих больших усилий. Бывают комплекты утюгов, состоящих из утюга и малогабаритного парогенератора, рекомендуется использовать в ателье и на малых предприятиях. В данном парогенераторе используется пар с давлением от 2 до 3 атмосфер.
Утюжильные столы.
В зависимости от конструкции и комплектации стола возможно выполнение на них операции внутрипроцессной и окончательной ВТО с проектируемым уровнем качества.
Признаки столов:
1. конструкция стола состоит из одной / двух утюжильных поверхностей и основания, и которая в зависимости от их взаимного расположения и исполнения может быть:
тумбовая,
консольная,
Х-образная,
тумбовая на консольных стойках;
2. основное оснащение стола, в состав которого могут быть включены:
парогенератор,
вакуум отсос,
вентилятор,
дистиллятор;
3. высота стола в двух исполнениях: регулируемая, нерегулируемая;
4. средства для хранения утюга:
подставка,
балансир;
5. способы управления рабочего стола: ручной, ножной, микропроцессорный.
6. степень готовности к эксплуатации: автономная, неавтономная.
7. дополнительная комплектация: осветительный, бестеневой прибор, пульверизатор, паровой пистолет, воздушно-паровой пистолет; пистолет для подачи химического состава (плиссе);
8. внешние подсоединения:
система подачи пара,
сжатого воздуха,
сбора конденсата;
9. технологические возможности утюжильной поверхности:
пропаривание,
продувание,
паровой нагрев,
электронагрев,
вакуумирование;
10. форма утюжильной поверхности:
универсальная плоская прямоугольная горизонтальная,
универсальная плоская прямоугольная наклонная,
универсальная плоская прямоугольная профильная,
специальная,
в виде желоба;
11. вид реализуемой технологической обработки: холодная, горячая;
12. уровень и качество выполняемых операций;
13. гуманность условий труда.
Вид обработки реализуемой на утюжильных столах может быть условно горячим и условно холодным. Первый вид предполагает интенсивное использование пара повышенной температуры для достижения технологического эффекта и предназначен для термостойкости и влагостойкости материала. Для материалов, реагируемых на недопустимый перегрев или чрезмерное увлажнение, разработаны конструкции столов с интенсивным вакуумированием, специальным покрытием, неудерживающим влагу для проведения условно холодной обработки.
Прессы.
Широкое распространение прессы получили при изготовлении одежды стабильно устойчивого конструктивного решения и выпускающимися большими партиями: мужские пиджаки, женские жакеты, брюки, юбки, пальто. Поскольку основным элементом прессов являются прессующие поверхности, то их геометрия, разрабатываемая с учетом конструктивного решения одежды, определяется областью применения каждого вида пресса.
Варианты прессов характеризуются характеризуются следующими признаками:
1. привод подушек, с помощью которых происходит их пространственное перемещение;
2. схемы перемещения подушек из нерабочего в рабочее положение;
3. схема контакта верхней и нижней подушки: прихлопывание, перекатывание;
4. оснащение пресса и рабочего места, в состав которого входят парогенератор, вакуумотсос, вентилятор, утюг, специальная колодка для выполнения утюжильных работ, пульверизатор, натяжной проутюжильник на раме, светильники (для лазерной разметки правильности укладывания изделия), устройство для подачи холодного воздуха;
5. высота пресса: регулируемая и нерегулируемая;
6. способ управления;
7. степень готовности пресса к эксплуатации;
8. внешние подключения к системам подачи пара, воздуха, удаления конденсата;
9. гуманность условий труда;
10. технологические возможности верхней и нижней подушек: пропаривание, вакуумирование, продувание, электрический/ паровой нагрев;
11. форма и габариты подушек;
12. количество верхних и нижних подушек;
13. расположение подушек: горизонтальное, вертикальное;
14. исполнение подушек: жесткое, мягкое;
15. покрытие подушек: тканное, тефлоновое, полированное металлическое, металлическое;
16. количество одновременно обрабатываемых изделий;
17. способ укладывания изделий на нижнюю подушку:
вручную, по шаблону;
18. уровень качества выполняемых операций.
При окончательном, повторном ВТО может прессоваться ранее отутюженные участки и детали, которые под влиянием интенсивного пропаривания могут изменить свой внешний вид/ утратить ранее полученные эффекты. Для защиты таких участков деталей существует специальное приспособление «Air jet», обеспечивающее подачу струи холодного воздуха против пара, чтобы последний не попадал на защищенный участок. Такие приспособления устанавливаются на прессах для окончательной ВТО.
В зависимости от технического оснащения фирмы выпускают прессы двух групп:
1. автономные – имеющие встроенное устройство для получения рабочей среды.
2. неавтономные – получающие рабочие среды из централизованной систем подачи воздуха и пара. Требующие обязательные дополнительные подсоединения, в том числе и к системе удаления парового конденсата. Область применения таких прессов определяется возможностью и мощностью предприятия.
Процесс обработки деталей, узлов и изделия происходит между двумя прессующими поверхностями, которые называются подушками. Нижней называется та подушка, на которую укладывается полуфабрикат или изделие. Другая называется верхней. В зависимости от вида пресса, способа размещения полуфабриката и выполняемой операции количество тех или иных подушек может быть разным. В современных моделях прессов будет: соотношение верхних и нижних подушек: 1:1, 1:2, 2:1, 2:2, 2:4, 4:4.
Количество подушек, вид изделия и выполняемая операция определяют схему перемещения подушек в пространстве. Приведение в движение может происходить:
– при ручном нажатии на рычаг;
– с помощью централизованной пневматической системы (сжатый воздух);
– с помощью автономной гидравлической системы;
– с помощью комбинаций применения приемов.
Традиционной и наиболее распространенной является схема опускания и подъема верхней подушки по принципу ножниц. Данная схема работы пресса имеет следующие недостатки:
– негуманные условия труда, а так же может происходить смещение обрабатываемых деталей. Для исключения смещения деталей в современных конструкциях прессов используют 3 технических решения:
1. промежуточный останов верхней подушки на расстоянии 5-15 мм для проведения пропаривания и последующего окончательного опускания верхней подушки по схеме «ножницы».
2. промежуточный останов верхней подушки на расстоянии 5-15 мм для проведения пропаривания и последующего вертикального опускания верхней подушки под действием пневмоцилиндра.
 3. после частичного опускания верхней подушки вверх поднимается нижняя подушка и происходит прессование.
3. после частичного опускания верхней подушки вверх поднимается нижняя подушка и происходит прессование.
Для пространственно-сложных узлов – пройма-рукав наилучшие результаты прессования достигаются при использовании не одной, а двух верхних подушек, каждая из которых движется перпендикулярно к передней/задней части проймы и прессует свой участок.
Помимо традиционной схемы контакта подушек (прихлопывание) разработана новая схема, при которой верхняя подушка как бы перекатывается по нижней. Такая схема дает хорошие результаты при прессовании пространственно-сложных узлов и обеспечивает дополнительное сутюживание материала.
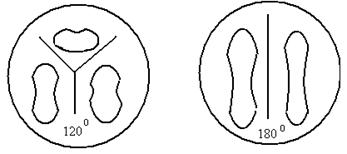 Принцип вертикального перемещения верхней подушки полностью реализован в карусельных прессах. Прессы получили свое название от известного аттракциона карусель, в котором объект движется по окружности. В этих прессах по окружности движутся нижние подушки, закрепленные на поворотной платформе. В настоящее время используются 2 схемы конструктивного устройства карусельных прессов:
Принцип вертикального перемещения верхней подушки полностью реализован в карусельных прессах. Прессы получили свое название от известного аттракциона карусель, в котором объект движется по окружности. В этих прессах по окружности движутся нижние подушки, закрепленные на поворотной платформе. В настоящее время используются 2 схемы конструктивного устройства карусельных прессов:
С поворотом на 1200 или на 1800.
Форма подушек для пресса может быть разной. Прессы с плоскими/ слегка выпуклыми подушками, на которых можно выполнять различные операции называются универсальными. Прессы с объемными подушками или специальными колодками предназначены для выполнения одной или нескольких операций называются специальными. К дополнительной комплектации пресса относятся утюги для предварительного разутюживания припусков швов/ исправления каких-либо неточностей обработки.
В последнее время помимо жестких подушек применяются надувные подушки для обработки проблемных материалов (бархат, вельвет, плюш).
Расположение обрабатываемых деталей, узлов, изделий во время прессования может быть горизонтальным и вертикальным одновременно можно прессовать 1, 2, 3 полуфабриката.
Особую группу составляют лабораторные пресса, предназначенные для испытания материала в производственных условиях.
Паровоздушные манекены (ПВМ)
ПВМ предназначен для окончательной ВТО швейных изделий. В зависимости от вида изделий и материалов различают несколько типов манекенов.
Паровоздушный манекен МБ-401 предназначен для механизации отделочных операций при ВТО верха брюк. Паровоздушный манекен ПВМГ-1 механизирует отделочные операции при ВТО различных плечевых швейных изделий из шерстяных, шелковых, хлопчатобумажных и синтетических тканей. Манекен паровоздушный универсальный МПВУ используется на отделочных операциях при ВТО швейных изделий; МПВУ-01 с брючной насадкой для ВТО брюк; МПВУ-02 с гардеробной насадкой для ВТО плечевых изделий из синтетических и натуральных волокон; МПВУ-03 с гардеробной и брючной насадками. Паровоздушный манекен МПВБ предназначен для ВТО брюк на предприятиях бытового обслуживания населения, имеющих систему централизованного пароснабжения.
Параметры паровоздушных манекенов
| Параметр | МБ -401 | ПВМГ-1 | МПВУ | МПВУ -01 | МПВУ-2 | МВПБ |
| Производительность, изделия/ч | ||||||
| Давление пара, мПа | 0,5...0,6 | 0,3...0,7 | 0,3...0,6 | 0,3...0,6 | 0,29...0,58 | 0,29…0,58 |
| Расход пара, кг/с | 0,0075 | 0,0153 | 14,6 | |||
| Давление воздуха, Па | 90...300 | 90...300 | 90....300 | 90...300 | ||
| Расход воздуха, м3/с (м3/изделие) | 0,125 | (10...20) | 0,18...1,5 | 0,18...1,5 | 0,18...1,5 | 0,18...1,5 |
| Температура воздуха, °С | 40...45 | - | 75±5 | 75±5 | 75 ±5 | 75±5 |
| Мощность электродвигателя, кВт | 0,4 | 0,6 | 0,75 | 0,75 | 0,55 | 0,55 |
| Время пропаривания и просушивания, с | - | 1...60 | 0...90 | 0...90 | 0...90 | 0...90 |
| Наибольшая длина изделия, мм | - | |||||
| Ширина плеч изделия, мм | - | 290...475 | 396...560 | 396...560 | 396...560 | 396...560 |
ПВМ характеризуются следующими признаками:
– тип конструкции;
– вид оболочки;
– внешние подключения;
– технологические возможности;
– способ управления;
– количество одновременно обрабатываемых изделий;
– гуманность условий труда.
ПВМ получили широкое распространение для окончательной отделки швейных изделий. Для внутрипроцессной обработки ПВМ используют для формования рукавов верхней одежды. Придание формы рукавам происходит за счет надувной оболочки, либо непосредственно сжатым воздухом.
Для работы ПВМ необходимо:
– электрическая энергия с напряжением 110/220/380 В.
– водяной пар с давлением 4-8 атм.
– сжатый воздух с давлением 6-8 атм.
– горячий воздух/ перегретый пар/ паровоздушная смесь для просушивания пропаренных изделий.
Перечисленные рабочие среды в зависимости от места получения в конструкции манекена/ вне него бывают автономные и неавтономные.
Технологический цикл обработки изделия включает:
– пропаривание;
– обработку горячим воздухом;
– высушивание.
Фиксация изделий перед обработкой возможна двумя способами:
1 способ на мягкой надувной оболочке, которая может иметь формообразующий каркас (плечевые изделия).
2 способ с помощью элементов жесткой перфорированной оболочки, зажимов, фиксаторов, которые блокируют выходную воздушную среду через отверстия для обеспечения надувания изделия изнутри (поясные изделия).
Существуют комбинированные схемы фиксации брюк в которой верхние части выполнены в виде малообъемной надувной оболочки, а низ брюк закреплен в зажимах.
Плечевые изделия на ПВМ могут обрабатываться в двух вариантах:
– со свободно опушенными руками, с фиксацией их положения с помощью гравитационных средств;
– с разведенными руками, положение которых закрепляют пневматическими раздвижными зажимами. Угол разведения рукавов устанавливается в зависимости от вида одежды.
ПВМ могут быть тумбового и консольного типа. Для улучшения условий труда и повышения производительности разработаны конструкции так называемого кабинного и карусельного типов. ПВМ в виде кабины представляет собой шкаф. Загрузка и разгрузка одежды происходит спереди путем вращения платформы. Обработка плечевых изделий возможна только со свободно опущенными рукавами. ПВМ карусельного типа не имеет средств изоляции рабочей зоны.
Управление технологическим циклом ПВМ осуществляется:
– вручную;
– с помощью ножной педали;
– с помощью микропроцессора.








