2014-01-25
2014-01-25 812
812ОРГАНИЗАЦИОННАЯ ОСНАСТКА
Работа по рационализации рабочих мест и методов труда носит комплексный характер и включает в себя применение методов микроэлементного анализа трудовых процессов и методов проектирования рабочих мест по агрегатному принципу на основе использования типовых устройств для механизации ручных приемов труда. Важную роль при этом играет организационная оснастка рабочих мест (оргтехоснастка), которая представляет собой набор элементов, обеспечивающий рациональное построение трудового процесса, размещение и хранение деталей и инструмента, улучшение условий труда. Организационная оснастка способствует сокращению времени на выполнение вспомогательных приемов и позволяет без существенных капитальных затрат обеспечить на рабочем месте рост производительности труда на 5...15%.
Комплект элементов оргоснастки получил название УСО-1 (унифицированная сборная оргоснастка). Из набора элементов, входящих в УСО-1, можно компоновать различные по назначению рабочие места. Индекс 1 обозначает, что комплект предназначен для оснащения рабочих мест со стандартным промышленным столом и швейной машиной с плоской платформой. Комплектом можно оснащать машины КУР-131, 1022-М и 8332 кл. Основное назначение комплекта УСО-1 — изменение геометрии крышки стола, применение полочек и кронштейнов для размещения пачек деталей. В УСО-1 входят функциональные элементы, монтажные элементы и крепежные детали. Функциональные элементы выполнены в виде плоскостей различных размеров, которые служат для изменения формы и размера крышки стола и для установки вспомогательных полочек на рабочем месте. Все функциональные элементы (плоскости) монтируются на столе с помощью группы монтажных элементов.
Оргоснастка УСО-1 выпускается в трех комплектах: УСО-1-1, УСО-1-2, УСО-1-3. Комплекты применяются:
УСО-1-1 — на потоках по изготовлению мужских пальто (67 рабочих мест);
УСО-1-2 — на потоках по изготовлению женских плащей (55 рабочих мест);
УСО-1-3 — на потоках по изготовлению мужских сорочек (45 рабочих мест).
Методы проектирования рабочих мест с использованием комплекта УСО-1 основаны на типизации свойств технологических операций и установлении соответствия между этими свойствами и элементами оргтехоснастки.
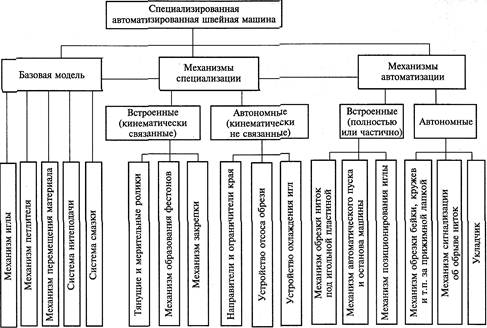
По признаку специализации все машины делятся на универсальные и специальные, а по признаку автоматизации на машины не автоматизированные, машины-полуавтоматы и машины – автоматы.
Универсальные неавтоматизированные машины оснащены традиционным фрикционным приводом т.е. управление машиной осуществляет оператор с помощью ножной педали и рукоятки обратного ход. Частота вращения главного вала регулируется усилием нажатия на ножную педаль.
Универсальная (базовая модель) включает комплекс основных механизмов (способность проколоть иглой материал, провести сквозь него нитку, переместить материал, переплести нитку иглы, затянуть стежок, многократно повторить процесс). Поэтому в процессе работы оператор затрачивает много времени и усилий на выполнение таких операций, как поворот шкива машины до нужного положения иглы, подъем и опускание лапки, обрезка ниток, выполнения закрепки в начале и в конце строчки.
При массовом производстве число вспомогательных приемов увеличивается, они становятся монотонными и в значительной мере утомляют оператора.
У автоматизированных машин имеют такие механизмы как:
- механизм автоматического пуска и останова машины;
- механизм автоматического останова игл в заданном положении;
- устройство для создания запаса ниток перед обрезкой;
- механизм обрезки ниток, бейки, кружев вертикальным ножом;
- механизм обрезки ниток под игольной пластиной;
- механизм автоматического подъема лапки;
- устройство сигнализации об обрыве ниток, о нарушении процесса смазки и т.п.;
- устройство автоматического питания материалом из рулона;
- устройство автоматической загрузки и выгрузки деталей;
- счетчик продукции;
- укладчик и др.
Использование средств автоматизации позволяет увеличить производительность труда операций на 10…25 % и значительно увеличивает условия труда.
Основным отличием автоматизированного электропривода от традиционных фрикционных приводов является наличие в нем фиксированных частот вращения вала. 1-я ступень частоты вращения вала — частота вращения вала, обеспечивающая доводку машины до ее останова в заданном положении (150...200 мин-1), 2-я ступень — частота вращения вала, обеспечивающая выполнение в автоматическом режиме закрепления начала и конца строчки (2000 мин-1), промежуточные между указанными частоты вращения вала, при которых осуществляется пошив изделия, и частота вращения вала на последней ступени, обусловливаемая передаточным отношением клиноременной передачи, определяемым технической характеристикой машины. Частоты вращения главного вала машины, соответствующие 1, 2-й и последней ступеням, могут быть изменены путем регулирования электронного блока управления.