 2014-01-25
2014-01-25 1435
1435Петельные полуавтоматы
Швейные машины полуавтоматического действия
Для обметывания петель применяется довольно большое количество машин-полуавтоматов. В зависимости от вида изделия, модели, вида материала, особенностей эксплуатации изделия петли изготавливаются разной формы, с различными структурой стежков, шириной кромок, типом закрепки и т.д. В зависимости от свойств материалов, на которых выметывается петля, прорезание или прорубание входа в петлю выполняется до или после обметывания срезов.
Как правило, полуавтоматы для выметывания петель представляют собой специализированные машины зигзагообразного стежка. Зигзагообразное расположение стежков в строчке, полученное на этих полуавтоматах, достигается сочетанием горизонтальных перемещений иглы поперек строчки с перемещением материала вдоль или поперек срезов петли.
Чаще всего для изготовления петель на бельевых изделиях из легких материалов применяется челночное или однониточное цепное переплетение, при изготовлении петель на верхних изделиях из тканей костюмной и пальтовой группы — двухниточное цепное переплетение с использованием каркасной нитки для создания рельефности петли.
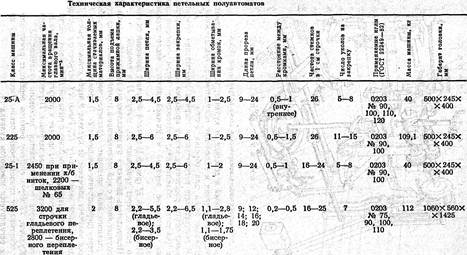
Полуавтомат 25-1 кл. предназначен для изготовления прямых петель под пуговицы на бельевых, платьевых и костюмных мате риалах строчкой двухниточного челночного стежка с закрепками на концах.
Рабочими органами полуавтомата являются: игла, совершающая возвратно-поступательные движения в вертикальной плоскости и качательные перемещения в горизонтальной плоскости для получения зигзагообразной строчки; нажиматель, имеющий снизу зубья для прижимания материала к игольной пластине и осуществляющий перемещение материала вдоль платформы от кулачка; нож для прорубания петли, приводимый в действие от кулачка; устройство автоматического выключения и включения полуавтомата; неподвижные и подвижные ножи для обрезки ниток.
Процесс образования петли происходит в следующем порядке.
Полуавтомат сначала обметывает левую кромку петли (позиция I). Материал в это время перемещается вперед на работающего.
Игла совершает два движения — продольное (основное), возвратно-поступательное вверх и вниз и поперечное (колебательное вместе с качающейся рамкой игловодителя), перпендикулярное направлению подачи. В результате сложения этих двух движений на материале образуется зигзагообразная обметочная строчка. Перемещения материала происходят не непрерывно, а толчкообразно — одно перемещение за два прокола иглы, т. е. через прокол (при перемещении иглы слева направо).
В конце обметывания левой кромки петли качающаяся рамка игловодителя смещается вправо к середине петли и одновременно увеличивает размах своего поперечного колебания при уменьшении подачи материала для выполнения первой закрепки. Подача материала изменяется на обратную — в направлении от работающего. На материале производится первая) закрепка (позиция II).
После окончания первой закрепки качающаяся рамка игловодителя снова уменьшает свой размах до той амплитуды, которая соответствовала обметыванию левой кромки петли. Обметывается правая кромка (позиция III).
В конце обметывания правой кромки качающаяся рамка игловодителя вторично увеличивает амплитуду своего поперечного колебания и выполняет вторую закрепку (позиция IV).
За несколько оборотов перед автоматическим остановом для смягчения удара главный вал машины переводится на пониженную частоту вращения, после, чего включается механизм прорубания материала. Нож прорубает материал посередине между правой и левой кромками петли. После изготовления второй закрепки качающаяся рамка игловодителя смещается вправо. Игла располагается по середине петли и делает еще 3...4 прокола (позиция V) для закрепления шва, после его машина автоматически выключается. Обрезка верхней и нижней ниток производится подъемом нажимного устройства от педали.
Полуавтомат 73401-РЗ кл. фирмы «Минерва» (Чехия)
Полуавтомат предназначен для выметывания прямых петель и петель с глазком двухниточным цепным зигзагообразным стежком с применением каркасной нитки на изделиях из костюмных и пальтовых тканей. Петли можно изготавливать без закрепки, с клиновидной или прямой закрепками.
Частота вращения главного вала машины 600 мин-1, что позволяет машине делать 1200 стежков в минуту, длина петли без закрепки от 11 до 40 мм, с закрепкой от 13 до 35 мм, ширина кромки регулируется от 2 до 4 мм, ширина прямой закрепки от 2 до 4 мм, длина закрепки, или ширина петли, от 4 до 8 мм.
Прорубание ткани можно осуществлять как перед обметыванием петли, так и после него. Закрепка выполняется в конце цикла изготовления петли. В отличие от других петельных полуавтоматов данный полуавтомат имеет два холостых хода и один рабочий.
Изготовление петли начинается с правой кромки. При обметывании глазка петли шьющий аппарат поворачивается на угол 180°, а материал перемещается по кривой, соответствующей форме глазка. При этом частота обметывания глазка петли уменьшается. При обметывании левой кромки петли платформа перемещается от работающего.
При переходе на изготовление закрепки шьющий аппарат поворачивается на угол 90° и материал вместе с платформой переменяется влево от работающего на ширину петли. Затем игла получает отклонения вдоль платформы машины, а материал после каждых двух проколов иглы движется вправо от работающего. После изготовления закрепки шьющий аппарат снова поворачивается на угол 90° и возвращается в свое исходное положение. Включается второй холостой ход и платформа непрерывно перемещается от работающего.
Зигзагообразная строчка двухниточного цепного стежка, формирующая петлю, состоит из верхней нитки, нитки петлителя и каркасной нитки. Рельефный узор строчки образуется снизу, поэтому изделие размещают на платформе машины лицевой стороной вниз.
В процессе образования строчки участвуют игла, заправляемая верхней ниткой, левый петлитель, заправляемый нижней ниткой, его ширитель, расположенный над петлителем, правый петлитель и его ширитель.








