 2014-01-25
2014-01-25 1670
1670Оборудование для влажно-тепловой обработки швейных изделий
Влажно-тепловую обработку тканей в швейном производстве применяют для придания формы деталям одежды и окончательной отделки изделий. Так, при влажно-тепловой обработке в полочках верхней одежды разутюживают швы, создают выпуклость в области груди, утоняют и выправляют края бортов, низа и карманов; устраняют замины и ласы (блеск) на поверхности ткани. Влажно-тепловая обработка значительно влияет на качество и товарный вид изделий. Она имеет большой удельный вес (20—25 %) в процессах изготовления верхней одежды.
При влажно-тепловой обработке ткань увлажняют, подвергают воздействию тепла и давления с помощью утюгов и прессов. Под воздействием влаги и тепла ткань легче поддается различным деформациям. Оказывая на ткань в таком состоянии давление, деталям изделия придают необходимую пространственную форму, загибают края, образуют складки, устраняют неровности и замины на поверхности ткани. Для закрепления формы, приданной деталям, влагу удаляют и ткань охлаждают.
При изготовлении одежды применяют прокладки в полочках, воротниках, кромку в бортах, пройме и на других участках изделий, производят формование путем оттягивания или сутюживання ткани в соответствии с деформацией деталей во время носки изделий. Например, растягивают ткань около среднего среза брюк, или в изделиях прилегающего силуэта посаживают ткань в области талии. В тех случаях, когда это затруднено, используют дополнительные швы и вытачки. Для эффективного проведения процесса влажно-тепловой обработки необходимо, чтобы температура, влажность, давление и продолжительность их воздействий на ткань обеспечивали придание и закрепление формы деталей одежды. Поэтому при влажно-тепловой обработке изделий из различных тканей применяют определенные режимы, установленные на основе специальных исследований.
Влажно-тепловая обработка выполняется тремя способами — глажением, прессованием и пропариванием. Глажение производится с помощью утюгов, прессование — с помощью прессов, а пропаривание — на паровоздушных манекенах.
Наиболее распространенным видом оборудования для внутрипроцессной и окончательной ВТО швейных изделий является прессовое оборудование.
Рабочими органами прессов являются подушки, которые изготавливаются литыми или сварными из алюминиевых сплавов. Прессы оснащены нижней неподвижной подушкой и верхней подвижной подушкой. Размеры и форма подушек определяют специализацию пресса. Бывают подушки с электроподогревом, паровым обогревом и комбинированным электропаровым обогревом (верхняя подушка обогревается электронагревателями, а нижняя паром).
Увлажнение изделий выполняется двумя способами: водой и паром. Для увлажнения применяются специальные распылители воды — пульверизаторы, осуществляющие разбрызгивание благодаря давлению воды в системе водоснабжения предприятия. Увлажнение изделий паром производится также благодаря давлению пара через специальные камеры и отверстия, имеющиеся в рабочих органах. Пропаривание изделий используется также для сушки и снятия блеска, появляющегося после прессования.
Через камеры и отверстия производят также продувку изделий горячим воздухом для просушивания и продувку холодным воздухом для просушивания и охлаждения.
В зависимости от назначения все прессовое оборудование делится на две группы: универсальное и специальное.
Универсальность прессового оборудования обеспечивается комплектом сменных подушек, имеющих форму и размеры, соответствующие технологическому назначению.
Специальное оборудование, создающее оптимальные условия выполнения определенных технологических операций, обеспечивает объемную форму изделия и ее фиксацию.
Приводы прессового оборудования делятся на три вида: электромеханический, гидравлический и пневматический. Последние позволяют применить наиболее гибкие и совершенные программы режимов обработки. Возможны варианты комбинированного исполнения приводов.
К технологическим достоинствам прессов с электромеханическим приводом, как и с гидравлическим, относят их большую маневренность. При перестройке технологического потока пресс с электромеханическим приводом можно легко передвинуть в любое место, так как он не связан с пневматической сетью. Привод электромеханического пресса сравнительно бесшумен и его эксплуатационные расходы невелики.
Верхняя подушка пресса опускается и по истечении установленного времени прессования с помощью реле времени поднимается под действием электромеханического привода, который включает в себя трехфазный асинхронный водозащитный электродвигатель.
Принцип работы прессов с пневматическим приводом заключается в следующем. При работе пресса происходит последовательное срабатывание двух силовых цилиндров, приводящих в движение подушки прессов. Последовательность срабатывания цилиндров обеспечивается электро- и пневмоавтоматикой.
В отличие от прессов с пневматическим приводом прессы с гидравлическим приводом позволяют получать высокое давление между подушками, имеют большую маневренность, что очень важно с технологической точки зрения, так как появляются возможности быстрой перестройки потока. Для закрывания подушек пресса и создания необходимого усилия прессования используется индивидуальный гидравлический привод. Он состоит из гидробака и лопастного насоса, который нагнетает в рабочие силовые цилиндры и масло из гидробака по трубопроводу.
Уровень автоматизации прессов характеризуется тем, какая система управления установлена: автоматизированная программная; частично программная или ручная.
Автоматизированное программное управление прессом заключается в выполнении всего цикла обработки изделия на прессах в автоматическом режиме, при котором все приемы (прессование, отпаривание и отсос) выполняются в заданном временном цикле. В функции оператора входят не только укладка и съем изделия, также пуск пресса.
Изделие может размещаться на оборудовании или горизонтально, или вертикально. Изделия размещаются вертикально при обработке воротников, лацканов и плечевых участков пиджаков и пальто, мужских сорочек и т. п.
На прессе модели 247 фирмы «Мак-пи» (Италия) для обработки воротника и лацкана предусматриваются вертикальное перемещение верхней прессующей подушки и вертикальное размещение изделия на нижней подушке. При надевании пиджака на нижнюю подушку верхняя подушка полностью поднята и как бы отодвинута в заднюю позицию, что обеспечивает работающему на прессе оператору хорошую обзорность и удобство при установке изделия на нижней подушке.
Траектория движения верхней подушки позволяет выполнять последовательную утюжку сначала воротника, а затем лацкана.
Конструкцией пресса предусмотрены также раздельное пропаривание через верхнюю подушку зоны прессования плечевых участков и лацкана (темные стрелки); раздельный вакуум-отсос (светлые стрелки) с продувкой нижней подушки в автоматическом режиме.
 Рис. 1. Гладильный пресс модели 247 фирмы «Макпи»
Рис. 1. Гладильный пресс модели 247 фирмы «Макпи»
Новым техническим направлением в работе фирм, изготавливающих гладильное оборудование, является разработка и поставка прессов карусельного типа, позволяющих осуществить несколько операций на одном рабочем месте. Подушки размещаются под углом 120 и 180° одна относительно другой. В трехпозиционных прессах имеются три рабочие секции: одна погрузочно-разгрузочная и две для обработки. На прессах можно установить две различные пары гладильных подушек, например для обработки спинки и полочки пиджака или пальто.
Прессы карусельного типа могут использоваться как для внутрипроцессной ВТО, так и для окончательной.
Наиболее эффективная технология окончательной ВТО мужского пиджака предлагается фирмой «Макпи». В комплект оборудования производительностью 350 пиджаков в смену (8 ч), предлагаемого фирмой, входят четыре единицы (рис. 1.1): автоматизированный карусельный пресс модели 521 для обработки полочки и спинки 7; автоматизированный пресс модели 232 для обработки плечевых участков, пройм и рукавов 2; автоматизированный пресс модели 247 для обработки воротника и лацканов 3; автоматизированный карусельный пресс модели 500 для одновременного прессования двух лацканов 4.
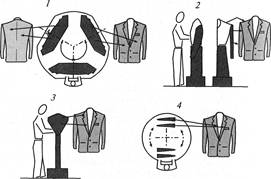 рис 1.1.
рис 1.1.

