 2014-01-31
2014-01-31 827
827Электросварочные установки.
Лекция 23
Сваркой называют способ получения неразъемного соединения с обеспечением непосредственной сплошности изделия.. В отличии от сварки пайка дает неразъемное соединение, в котором сплошность достигается применением сплава, более легкоплавкого в сравнении с соединяемыми материалами.
Как правило, процессы сварки протекают при нагреве соединяемых поверхностей до температуры плавления или до температуры пластического состояния. Исключением является холодная сварка, осуществляемая за счет прижатия хорошо обработанных и тщательно очищенных поверхностей соединяемых деталей (рис.23.1).
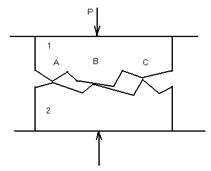
Рис.23.1
При высокой температуре атомы металла, находящихся в тестообразном состоянии, приобретают большую подвижность, в результате чего на поверхностях деталей 1 и 2 атомы этих металлов в т. А,В,С образуют общие кристаллы. За счет приложенного внешнего усилия Р количество точек соприкосновения увеличивается за счет деформации выступов стыка, находящегося в пластичном состоянии. Такой способ соединения деталей носит название пластической сварки. В старину для нагрева деталей применялись кузнечные горны, откуда и появилось для этого способа название горновой или кузнечной сварки. Такая сварка применима для крупногабаритных деталей, так как прочность стыка низка, а потому изменение ее было крайне ограниченным. Основным способом соединения металлических деталей до начала 20в. была клепка (строительство судов, котлов, и прочих сооружений). В конце 19в. на смену пластической сварке пришла сварка плавлением, основанная на расплавлении стыка от того или иного источника теплоты.
Для сварки плавлением характерно образование локальной ванночки расплавленного металла на поверхности свариваемого металла, остающегося в основной массе относительно холодным. Для этого необходим источник тепловой энергии весьма высокой концентрации мощности, способный развивать в рабочей зоне сварки температуру, не менее 3000С.
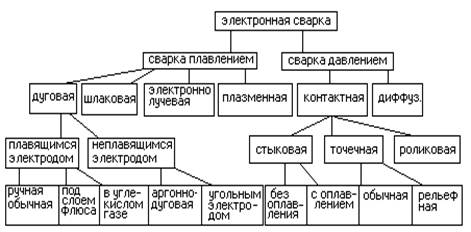 |
Рис. 23.2. Классификация методов электросварки.
По виду энергии, используемой для нагрева, различают химическую и электрическую сварки. Виды электрической сварки приведены на рис.19.2.
Наиболее распространенными видами электрической сварки является дуговая сварка (рис.23.3) и сварка сопротивлением или контактная сварка (рис.19.4).
В процессе дуговой сварки тепловая энергия выделяется в непосредственной близости от свариваемого стыка.
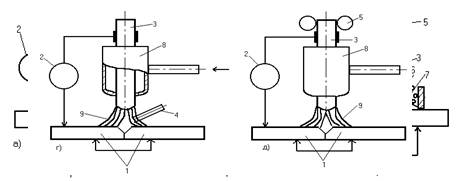 |
Рис. 23.3. Разновидности электродуговой сварки.
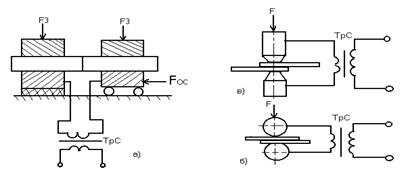 |
При контактной сварке тепловая энергия выделяется непосредственно в свариваемом стыке за счет протекания в свариваемой детали электрического
Рис. 23.4. Разновидности электроконтактной сварки.
тока. Контактная сварка относится к пластическому виду сварки (сварка давлением).
Очевидные преимущества электрической сварки по сравнению с клепкой – экономия металла и рабочей силы и, как следствие, удешевление и ускорение производства – открыли ей широкие перспективы, особенно в изготовлении металлических конструкций различного назначения: в судостроении, в котлостроении, авиации, промышленности и транспортном машиностроении.
Развитие сварки в машиностроении привело к внедрению новой прогрессивной технологии сварнолитых и штампо–сварных конструкций станков и машин, например, литых рам мощных редукторов прокатных станов с приваркой к ним малонагруженных коробок из листовой стали, образующих сравнительно легкую масляную ванну.
Применение контактной сварки рельсов железнодорожных путей с укладкой свариваемых плетей длиной до 1км. не только ускоряет и удешевляет кладку путей, но и существенно уменьшает износ подвижного состава, подверженного ударной нагрузке на стыках рельсов.








