 2013-12-31
2013-12-31 792
792Газовая сварка применяется при ремонте оперений, кабин, кузовов, а также деталей, изготовленных из чугуна и алюминиевых сплавов.
Сущность процесса – это расплавление свариваемого и присадочного материала пламенем, которое образуется при сгорании горючего газа в смеси с кислородом. В качестве горючего газа чаще используют ацетилен, позволяющий обеспечить температуру пламени 3100…3300 0С. Ацетилен получают с помощью ацетиленовых генераторов, а кислород сохраняют и транспор-
тируют в стальных баллонах вместимостью 40 л под давлением 15 МПа.
Для смешивания горючего газа с кислородом в нужной пропорции применяют горелки типа ГС-53, ГСМ-53 и др. Мощность пламени характеризуется массовым расходом ацетилена, зависящим от номера наконечника горелки (табл. 5.5). Расход ацетилена можно определить по формуле:
А = Sk,
где S – толщина детали, мм;
k – коэффициент, характеризующий удельный расход ацетилена на 1
мм толщины детали, м3/(ч. мм) (для чугуна k = 0,11…0,14; для ста-
ли – 0,1…0.12; для латуни – 0,12…0,13; для алюминия – 0,06…0,1).
Расход кислорода на 10…20 % больше, чем ацетилена.
При ручной сварке пламя направляют на свариваемые кромки так, чтобы они находились в восстановительной зоне на расстоянии 2…6 мм от конца ядра. Конец присадочной проволоки также держат в восстановительной зоне или сварочной ванне (рис. 5.22).
Угол наклона мундштука горелки к поверхности свариваемого металла зависит от толщины свариваемого металла (табл. 5.6 – для низкоуглеродистой стали), а также от теплопроводности металла. Чем толще металл и чем больше его теплопроводность, тем угол наклона мундштука горелки должен быть больше, что способствует более концентрированному нагреву металла вследствие подведения большего количества теплоты.
Существуют два основных способа газовой сварки: правый и левый (рис. 5.22). Правый способ применяют при сварке металла толщиной более 5 мм. При этом, процесс сварки ведется слева направо, горелка перемещается впереди присадочного прутка, а пламя направлено на формирующийся шов. В результате происходит хорошая защита сварочной ванны от воздействия атмосферного воздуха и замедленное охлаждение сварного шва. Такой способ позволяет получать швы высокого качества. Пламя горелки ограничено с двух сторон кромками изделия, а позади - наплавленным металлом, что значительно уменьшает рассеивание теплоты и повышает степень ее использования. Этим способом легче сваривать потолочные швы, так как газовый поток пламени направлен непосредственно на шов и тем самым препятствует вытеканию металла из сварочной ванны.
При левом способе процесс сварки выполняют справа налево, горелка перемещается за присадочным прутком, а пламя направляется на не сваренные кромки и подогревает их, подготавливая к сварке. Пламя свободно растекается по поверхности металла, что снижает опасность его пережога. Способ позволяет получить хороший внешний вид шва, так как сварщик отчетливо видит шов и может получить его равномерным по высоте и ширине, что особенно важно при сварке тонких листов.
В качестве присадочного материала используют сварочную проволоку, которая по своему химическому составу должна быть близкой или соответствовать составу материала свариваемой детали. Диаметр присадочной проволоки при сварке металла (толщиной до 15 мм) равен:
· левым способом d = S / 2 + 1, где S – толщина свариваемой стали, мм;
· правым способом d = S / 2.
При сварке металла толщиной более 15 мм применяют проволоку диаметром 6…8 мм.
Таблица 5.5
Мундштуки наконечников горелок
| Номер наконечника | Расход ацетилена, дм3/ч | Диаметр канала сопла, мм |
| 1,0 | ||
| 1,3 | ||
| 1,6 | ||
| 2,0 | ||
| 2,5 | ||
| 3,0 | ||
| 3,5 |
Таблица 5.6
Угол наклона мундштука горелки в зависимости
от толщины свариваемого металла
| Толщина материала, мм | До 1 | 1…3 | 3…5 | 5…7 | 7…10 | 10…12 | 12…15 | Свыше 15 |
| Угол наклона, град. |
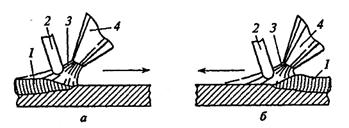
Рис. 5.22. Основные способы газовой сварки: а) правый; б) левый; 1 – формирующий
шов; 2 - присадочный пруток; 3 - пламя горелки; 4 - горелка
Для защиты расплавленного металла от окисления и удаления окислов при газовой сварке применяют флюсы. При сварке стальных и чугунных деталей в качестве флюса используют буру или смесь буры и борной кислоты в равных пропорциях. Для сварки деталей из алюминиевых сплавов рекомендуется применять флюсы – растворители, в состав которых входят хлористые и фтористые соединения. Флюсы образуют с окислами химические соединения или растворы, которые в виде шлака при сварке всплывают на поверхность расплавленного металла.
Основными преимуществами газовой сварки по сравнению с дуговой является возможность регулирования температуры нагрева металла и меньшее его окисление. К недостаткам следует отнести большую зону термического влияния и более высокую стоимость.
В подвижных ремонтных подразделениях ПАРМ-3М1 и ремонтно-восстановительных батальонах имеется пост газосварочных работ, в ящиках которого уложен комплект инструмента газосварщика с двумя кислородными баллонами и ацетиленовым генератором модели АСМ-1,25-3.








