 2013-12-31
2013-12-31 1621
1621Организация технического обслуживания и ремонта нефтепромыслового оборудования по фактическому техническому состоянию
Некоторых типов нефтепромыслового оборудования
Структура и длительность циклов капитального и текущего ремонта
| № пп | Оборудование | Рабочая среда | Структура ремонтных циклов | Длительность циклов (маш-час) | |
| Капитального ремонта | Текущего ремонта | ||||
| 1. | Станки- качалки | Сырая нефть | К 14 ТК | 54 000 | |
| 2. | Насосы центробежные: - типа ЦН - типа ЦНС - типа К | К 5 ТК К 5 ТК К 7 ТК | 19 440 17 280 17 280 | ||
| 3. | Насосы поршневые: -типа 9 МГр - типа НГР 250/50 | К 7ТК К 7ТК | 17 280 17 280 | ||
| 4. | Резервуары стальные | Ремонт по тех состоянию | 25 920 | ||
| 5. | Насосы центробежные: - типа ЦН - типа ЦНС - типа К | Сырая сернистая нефть | К 5 ТК К 3ТК К 3ТК | ||
| 6. | Насосы поршневые: - типа 9 МГр - типа НГР 250/50 | К 8ТК К 5ТК | 12 960 8 640 | ||
| 7. | Резервуары стальные | Ремонт по тех состоянию | |||
| 8. | Насосы центробежные: - типа ЦН - типа ЦНС - типа К | Пресная вода | К 7ТК К 6ТК К 6ТК | 23 040 20 160 20 160 | |
| 9. | Насосы поршневые - типа 9 МГр-61 | К 3ТК |
Примечание: К - капитальный ремонт;
Т – текущий ремонт.
Одним из путей повышения эффективности использования оборудования является применение системы технического обслуживания и ремонта нефтепромыслового оборудования по фактическому техническому состоянию, позволяющей снизить удельные эксплуатационные затраты при полном использовании ресурса деталей.
Сущность технического обслуживания и ремонта оборудования по фактическому техническому состоянию заключается в том, что ремонтные работы производятся только при снижении прогнозируемых параметров до предельно допустимого значения, т.е. используется принцип предупреждения отказов с обеспечением максимально возможной наработки изделий при минимальных эксплуатационных затратах. При этом проводятся работы по техническому обслуживанию с регламентированной периодичностью в соответствии с фактическим состоянием оборудования.
Организация технического обслуживания и ремонта по фактическому состоянию предполагает периодический или непрерывный мониторинг оборудования для обеспечения заданного уровня надежности и работоспособности в соответствии с установленными правилами по определению режимов и регламента диагностирования оборудования, и принятию решений по изменению его фактического состояния в зависимости от полученной информации. При этом рассматривается не только мгновенное состояние объекта, но и тренд измеряемых величин, позволяющего определять время очередного обслуживания или ремонта.
Применение системы ТО и Р, ориентированной на состояние объекта должно обеспечивать:
- остановку оборудования или системы только при необходимости, исходя из предотвращения аварийной ситуации или экономической целесообразности;
- замену деталей и узлов при достижении предельного износа или отклонения рабочих параметров оборудования за допустимые пределы;
- техническое обслуживание объекта (по возможности: регулировку, балансировку, центровку элементов, замену быстроизнашивающихся деталей и т.д);
- определение слабого узла машины, лимитирующего время между обслуживанием или ремонтом, и выдачи рекомендаций по повышению его надежности;
- объективный контроль качества выполнения ремонта, монтажа, регулировок.
Реализация структурной схемы ТО и Р по фактическому состоянию с контролем параметров требует:
- выбора минимально достаточного числа контролируемых параметров для получения обоснованной информации о состоянии объекта диагностирования на текущий момент времени;
- обоснование области допустимых изменений контролируемых параметров;
- разработку алгоритмов и программ диагностирования технического состояния объекта;
- создание условий и технических средств диагностирования для оперативного распознавания и выявления неисправностей на основе автоматизированной системы контроля.
Основой такого вида ТО и Р является техническое диагностирование (ТД) и прогнозирование состояния объекта. Периодичность диагностического контроля может быть жесткой или гибкой. При жесткой системе последовательность проверок регламентируется и остается неизменной в процессе всего времени эксплуатации. При гибкой – межконтрольная наработка определяется в ходе диагностического процесса и принимается на основе анализа результатов предыдущего контроля и прогнозных оценок. Для обеспечения достаточной надежности оборудования величина межконтрольной наработки не должна превышать наработки на отказ наиболее слабого узла объекта. Прогнозирование выполняют при непрерывном контроле для определения времени, в течение ко
торого сохранится работоспособное состояние, а при периодическом контроле для определения момента времени следующего контроля. Результаты диагностирования и контроля являются основой для принятия решений о необходимости ТО и ремонта, времени проведения и объеме, а также планирования очередного диагностического контроля.
Реализация ТО и Р по фактическому состоянию связана с затратами на диагностирование и прогнозирование, поэтому одним из условий применения метода является также преобладание у данного вида оборудования постепенных и предупреждаемых отказов над внезапными и не предупреждаемыми отказами.
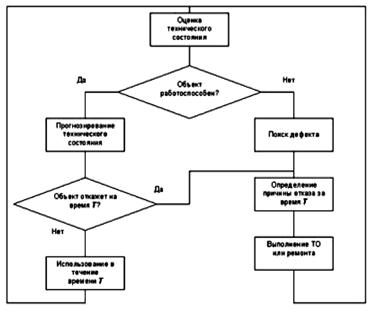
Рис. 2 Схема проведения технического обслуживания по
фактическому техническому состоянию
Необходимые условия применения ТО и Р по фактическому техническому состоянию:
экономическая целесообразность;
- наличие приборной базы;
- методика определения ТС и его прогнозирования;
- обученный персонал;
- контролепригодность оборудования.
Важным элементом системы ТО и Р по фактическому техническому состоянию (ФТС) является служба технической диагностики. В ее задачи входит выполнение плановых обследований оборудования, заявок на внеплановое диагностирование, участие в приемке оборудования из ремонта, а также выдача рекомендаций по предотвращению отказов. Необходимо обеспечить достаточный статус службы, весомость ее рекомендаций для руководства цехов. Сотрудники службы должны быть обучены применению средств диагностики и результатов. Ключевым вопросом эффективности применения ТО и Р по состоянию является задача разработки методов и средств диагностирования, обладающих большой информативностью. С учетом большой номенклатуры оборудования нефтегазовой отрасли, такую базу технической диагностики экономически целесообразно применять в первую очередь для основного оборудования.
В настоящее время большинство нефтедобывающих компаний переводят наиболее энергоемкий парк оборудования (приводы штанговых насосов, насосные агрегаты системы ППД, магистральные насосы и насосы системы подготовки нефти типа НК и др.) на обслуживание и ремонт по фактическому
техническому (ФТС) состоянию. Организационная структура и форма оперативного управления ТО и Р оборудования по ФТС определяется руководством предприятия. Исходными данными для установления периодичности ТО, диагностического контроля и регламентных остановок являются показатели надежности каждого типа оборудования, информация о режимах и условиях эксплуатации, отказа, наработки и т.д.
Система ТО и Р оборудования по фактическому техническому состоянию включает:
1. Контроль технического состояния оборудования
– контроль технических параметров по нормативам (визуальный, инструменталный)
- техническое диагностирование:
- ежедневное;
- периодическое (плановое регламентированное)
3. Ремонт по фактическому техническому состоянию:
- плановый (по фактическому техническому состоянию);
- внеплановый (аварийный).
Для проведения технического обслуживания и ремонта оборудования по ФТС обязательно проведения контроля фактического технического состояния с оценкой работоспособности оборудования и прогнозирование условий его дальнейшей эксплуатации. Основными задачами контроля технического состояния оборудования являются:
- объективная оценка ФТС оборудования, выявление дефектов и изношенных частей;
- определение объема ремонтных работ и перечня необходимых для ремонта узлов и деталей;
- определение правильности эксплуатации и качества ремонтных работ.
При проведении контроля технического состояния оборудования осуществляется:
- визуальный контроль, характеризующий общее техническое состояние и комплектность оборудования;
- -инструментальный (измерительный) контроль;
- техническое диагностирование.
Визуальный контроль технического состояния проводится с целью
выявления поверхностных дефектов в сварных соединениях и основном металле, которые могут возникнуть в процессе монтажа и эксплуатации. Визуальный контроль технического состояния оборудования выполняется перед проведением измерительного и неразрушающего методов контроля невооруженным глазом или с применением оптических приборов. При визуальном методе контроля технического состояния оборудования проверяются и выявляются:
- механические повреждения (разрывы, изломы, раковины, вмятины);
- расслоения, закаты, трещины в основном металле;
- дефекты резьбы;
- дефекты деталей и сборочных единиц;
- трещины в сварных швах, прерывание швов;
- ослабление крепления болтовых соединений;
- комплектность оборудования;
- правильность функционирования деталей и сборочных единиц;
- исправность электрооборудования, КИП и А.
Инструментальный (измерительный) контроль технического состояния оборудования проводят с целью определения соответствия геометрических размеров деталей и сборочных единиц требованиям нормативно-технической документации, определения допустимости, выявленных при визуальном контроле, повреждений основного металла и сварных соединений.
Для измерения формы и размеров оборудования, сборочных единиц, деталей, сварных соединений, дефектов поверхностей должны применяться исправные, прошедшие метрологическую проверку инструменты.
При инструментальном (измерительном) контроле деталей, сборочных единиц, сварных соединений оборудования определяют размеры:
- повреждения резьб;
- механических повреждений основного металла;
- деформированных участков;
- изношенных поверхностей;
- дефектных участков сварных швов;
- коррозийных участков;
- отклонения от формы и расположения поверхностей деталей.
Техническое диагностирование включает оперативное, плановое и неплановое диагностирование оборудования:
- оперативное диогностирование проводится по графикам текущих обследований в соответствии с прграммой;
- плановое диагностирование проводится 1 раз в 3 месяца (не реже);
- неплановое диагностирование проводится на основании информации (заявки) эксплуатирующей или сервисной организации.
Для оценки технического состояния наземного оборудования применяется вибрационная диагностика, диагностика методом ваттметграфирования, диагностика с использованием метода магнитной памяти, диагностирование методом резонансных колебаний.
Вибрационная диагностика СК позволяет определять техническое состояние подшипниковых узлов, крепление оборудования к раме и фундаменту, состояние электро двигателя и его подшипников.
Диагностика методом ваттметграфирования позволяет определить состояние балансировки СК, дефекты редуктора, клиноременной передачи, глубинного штангового насоса.
Диагностика с использованием метода магнитной памяти и резонансных колебаний позволяет определить напряженность в металле, выявить трещины раковины несплошности в металлоконструкциях и сварных соединениях.
По результатам технического диагностирования составляется акт технического состояния.
ТО и Р оборудования проводится в соответствии с инструкциями, разработанными для каждого типа оборудования, эксплуатируемого на предприятии, где предусматривается порядок проведения и организации ТО, диагностирования и ремонта оборудования.
Примерный комплекс работ, выполняемых при техническом обслуживании и ремонте нефтепромыслового оборудования по ФТС привода штангового насоса.
При ежедневном техническом обслуживании производится внешний осмотр и контроль:
- состояния защитных ограждений, площадок, лестниц;
- крепления узлов, деталей;
- нагрева подшипниковых узлов, редуктора;
- уровня масла в картере редуктора и его качества;
- состояния штанговращателей;
- состояния клиноременной передачи, тормоза (при необходимости производят подтяжку и регулировку);
- наличие необходимых надписей и табличек.
Проведенные при контрольном осмотре работы и выявленные замечания фиксируются в журнале учета технического состояния оборудования (вахтовом журнале).
При регламентированном периодическомтехническом обслуживании производятся следующие работы:
- проверка центровки и горизонтальности оборудования;
- проверка и протяжка всех резьбовых соединений;
- проверка состояния всех узлов оборудования;
- проверка уровня масла, смазка узлов в соответствии с картой смазки;
- проверка состояния электрооборудования, КИП и А;
- проверка и регулировка клиноременной передачи, замена ремней;
- проверка состояния тормозных устройств, замена быстроизнашивающихся деталей;
- проверка герметичности уплотнений, замена уплотнительных элементов;
- проверка заземления.
Выполненные при ТО работы и выявленные неисправности фиксируются исполнителем в журнале учета планового ТО, контроля технического состояния и ремонта оборудования, в котором указывается:
- дата проведения обслуживания;
- вид технического обслуживания и произведенные работы;
- выявленные дефекты и неисправности;
- наработка между техническими обслуживаниями;
- количество замененных деталей и сборочных единиц;
- расход и стоимость деталей и материалов;
- время простоя оборудования.
Ремонт оборудования по техническому состоянию производится по результатам диагностирования оборудования сервисным предприятием и может быть плановым и неплановым.
Плановый ремонт проводится по годовым и месячным планам-графикам ремонта оборудования (замены, модернизации), разработанных на основании прогнозных данных технического диагностирования с учетом и корректировкой объемов работ, которые определяются при контроле технического состояния. Планы-графики ремонта оборудования составляются на месяц с учетом дополнительно возникших работ.
Обслуживание и ремонт по фактическому техническому состоянию имеет ряд преимуществ по сравнению с обслуживанием в системе ППР:
· снижение расходов по техническому обслуживанию за счет исключения ремонта работоспособного оборудования;
· прогнозирование и планирование объемов технического обслуживания и ремонтов оборудования;
· наличие постоянной информации о состоянии оборудования;
· возможность сокращения до минимума внеплановых остановок оборудования;
· обеспечение эффективности и качества ремонта за счет послеремонтного контроля;
· эффективное планирование распределения запасных частей, инструмента;
· улучшение условий охраны труда, экологии.
Переход на систему обслуживания контроля технического состояния и ремонта оборудования по техническому состоянию позволит получить экономический эффект за счет:
· исключения необоснованного ремонта;
· устранение неисправностей в начале их возникновения;
· обоснованного и рационального планирования сроков ремонта на основании заранее известных объемов работ (по результатам диагностики);
· снижение объемов запасных частей и рем. фонда оборудования, оптимизации сроков их заказов и поставки;
· снижения потерь добываемого продукта (нефти) в результате сокращения простоев оборудования.








