 2013-12-31
2013-12-31 731
731Схема последовательного технологического процесса
| № п/п | Наименование опе- раций | Содержание операций, Технологические требования и нормы |
| 6.1 | Подготовка концов проводов | 6.1.1. Подняться к месту замены болтового соединения термитной сваркой по съемной изолирующей вышке или по приставной лестнице, или непосредственно по опоре. 6.1.2. Разобрать соединение, сняв с проводов соединительные зажимы (деталь К-064). 6.1.3. Очистить концы проводов стальной щеткой от загрязнения, смыть смазку бензином и просушить. 6.1.4. Наложить на конец провода два бандажа из гибкой проволоки на расстоянии 15 — 20 мм друг от |
| друга. Разрезать провод между бандажами ножовкой перпендикулярно оси провода. Удалить заусенцы на торце провода напильником. 6.1.5. Аналогичным образом подготовить второй свариваемый конец провода. | ||
| 6.2. | Закрепление проводов в приспособлении для сварки | 6.2.1. Установить приспособление (рис. 5.4.а) в горизонтальное положение и закрепить его с помощью поворотной струбцины (9) к ограждению рабочей пло- щадки, фидерному кронштейну или какой-либо другой конструкции.
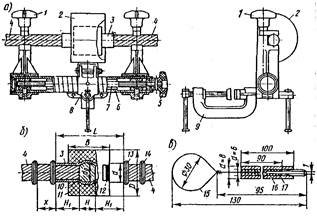 Рис. 5.4. Приспособление для термитной сварки проводов типа ПТСП (а), термитный патрон для алюминиевых и стале-алюминиевых проводов в положении его на проводах перед сваркой (б); мундштук для термитной спички (в):
1 — кронштейн подвижный; 2 — кожух защитный; 3 — кокиль; 4 — провод; 5 — кнопка поворотная двухходового винта; 6 — трубка направляющая; 7 — винт двухходовой с правой и левой резьбой; 8 — кронштейн неподвижный; 9 — струбцина поворотная; 10 — вкладыш; 11 — шашка термитная; 12 — этикетка; 13 — уплотнение асбестовое; 14 — бандаж ограничительный;15—выталкиватель спички(стальная проволока диаметром 1 мм); 16 — трубка металлическая; 17 — трубка резиновая
6.2.2. Откинуть защитный кожух (2), завести концы проводов (4) в кокиль (3) с обеих его сторон до упора во вкладыш (10).
Тип патрона должен соответствовать марке соединяемых проводов. Допускается применять патроны
Рис. 5.4. Приспособление для термитной сварки проводов типа ПТСП (а), термитный патрон для алюминиевых и стале-алюминиевых проводов в положении его на проводах перед сваркой (б); мундштук для термитной спички (в):
1 — кронштейн подвижный; 2 — кожух защитный; 3 — кокиль; 4 — провод; 5 — кнопка поворотная двухходового винта; 6 — трубка направляющая; 7 — винт двухходовой с правой и левой резьбой; 8 — кронштейн неподвижный; 9 — струбцина поворотная; 10 — вкладыш; 11 — шашка термитная; 12 — этикетка; 13 — уплотнение асбестовое; 14 — бандаж ограничительный;15—выталкиватель спички(стальная проволока диаметром 1 мм); 16 — трубка металлическая; 17 — трубка резиновая
6.2.2. Откинуть защитный кожух (2), завести концы проводов (4) в кокиль (3) с обеих его сторон до упора во вкладыш (10).
Тип патрона должен соответствовать марке соединяемых проводов. Допускается применять патроны
|
| большего размера при условии уплотнении кокиля патрона алюминиевой фольгой. Термитный патрон в защитном кожухе приспособления следует располагать разрезом кокиля вверх. Поверхности алюминиевого вкладыша, соприкасающиеся с концами проводов, необходимо зачистите напильником или отверткой от пленки окиси (или нарушить ее). 6.2.3. Закрепить провод (4) в зажимах подвижных кронштейнов (1). 6.2.4. Наложить на провод у конца кокиля (3) три-пять витков тонкого шнурового асбеста (13), чтобы предупредить вытекание при сварке расплавленногс металла (рис. 5.4.6). 6.2.5. Установить на расстоянии Х (см. таблицу 5.2)по обе стороны от кокиля (3) проволочные бандажу (14), предназначенные для ограничения односторонней подачи проводов в зону сварки. |
Таблица 5.2
| Термитные патроны | Свариваемые провода | ||||||||
| Тип | Размеры,мм (рис. 5.4.б) | Марка | Монтажные размеры, мм (рис 5.4.б) | ||||||
| Кокиль | Вкладыш | Термитная шашка | |||||||
| L | d | H | d0 | B | Д | Н1 | Х | ||
| ПАС-50 | 10,2 | А-50;AC-35/6.2; AC-50/8.0 | |||||||
| ПАС-70 | 12,5 | А-70;A-95; A-70/11 | |||||||
| ПАС-95 | 14,8 | A-120;AC-95/16 | |||||||
| ПАС-120 | 16,2 | A-150;AC-120/19 | |||||||
| ПАС-150 | 18,2 | A-185;AC-150/19 |
| 6.2.6. Вложить термитную спичку в мундштук (рис.5.4.в), зажечь спичкой термитную шашку патрона со стороны менее плотной массы, где наклеена этикетка (12). 6.2.7. Закрыть защитный кожух (2). 6.2.8. Удалить спичку из трубки мундштука выталкивателем (15). Сварку производить в брезентовом комбинезоне, рукавицах и защитных очках с синими стеклами. Лицо сварщика должно находиться не ближе 0.5 м от свариваемых проводов. Не сгоревшие спички отбрасывать на заранее намеченную земляную площадку, на кото- |
| рой нет горючих материалов. Членам бригады запрещается находиться под свариваемыми проводами. 6.2.9. Открыть после полного сгорания термитной массы защитный кожух (2) и осадить провода, повернув кнопку (5) против часовой стрелки. В процессе осадки следить за равномерностью перемещения кронштейнов (1) по направляющей трубке (6) по положению ограничительных бандажей (14). При неравномерном перемещении проводов в зону сварки необходимо ускорить передвижение одного из кронштейнов (1) нажатием руки. Осадку проводов начинать через 1 — 2 мин после зажигания патрона, когда шашка, остывая, приобретет темно-красный цвет. Величина осадки должна быть не менее размера Н (см. табл. 5.2). Дотрагиваться до горячего патрона запрещается. | ||
| 6.3. | Завершение работ и проверка качества сварного соединения | 6.3.1. Удалить шлак от сгорания термитной массы ударами молотка, дать остыть кокилю и снять его, используя отвертку или кусачки. Остывание шлака определяют по потемнению термитной массы. Сбивать шлак нужно в направлении от себя. 6.3.2. Проверить качество сварного соединения внешним осмотром Качество считается удовлетворительным, если отсутствует пережог проволок наружного повива, при перегибании провода отдельные его проволоки не выламываются, а глубина усадочной раковины в месте сварки не превышает одной трети диаметра цельного провода. При некачественном сварном стыке вырезать стык и концы проводов сварить вновь. 6.3.4. Нанести на выполненное сварное соединение защитное покрытие (смазку ЗЭС). |
7.1. Собрать материалы, монтажные приспособления, инструмент, защитные средства и погрузить их на транспортное средство.
7.2. Убрать съемную вышку с пути, установить ее с полевой стороны опоры и запереть струбциной на замок. При работе с приставной лестницы отсоединить ее от опоры и опустить на землю.
7.3. Снять заземляющие штанги.
7.4. Дать уведомление энергодиспетчеру об окончании работ. При работе на станции со съемной вышкой оформить запись в «Журнале осмотра путей, стрелочных переводов, устройств СЦБ, связи и контактной сети»
7.5. Возвратиться на производственную базу ЭЧК.








