 2014-01-25
2014-01-25 2638
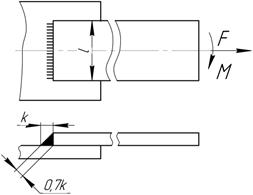
2638Сварное нахлесточное соединение выполняют фланговыми, лобовыми или косыми угловыми швами. Угловые швы в конструкциях часто не предназначены для передачи нагрузок, т.к. обладают высокой концентрацией напряжений. Основными характеристиками углового шва являются  – катет и
– катет и  – рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение – срез), см. рис. 4.13. Обычно для шва
– рабочая высота (определяет наименьшее сечение в плоскости, проходящей через биссектрису прямого угла, по которому происходит разрушение – срез), см. рис. 4.13. Обычно для шва  , оптимальная величина катета -
, оптимальная величина катета -  . Величина нахлестки
. Величина нахлестки  должна быть не менее
должна быть не менее  (
( ).
).
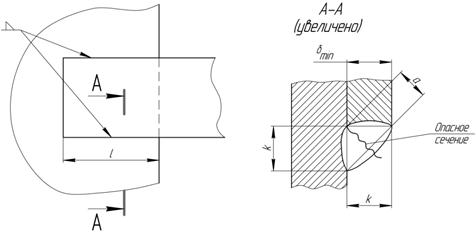
Рис. 4.13.
Длину лобовых и косых швов в нахлесточном соединении не ограничивают, а длину фланговых швов ограничивают интервалом  , т.к. в швах длинной менее 30 мм концентрация напряжений достаточна велика (особенно на концах шва), а при длинных швах существует высокая неравномерность в распределении касательных напряжений.
, т.к. в швах длинной менее 30 мм концентрация напряжений достаточна велика (особенно на концах шва), а при длинных швах существует высокая неравномерность в распределении касательных напряжений.
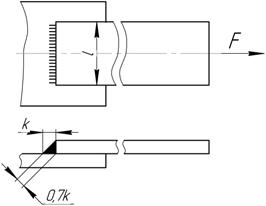
Условие прочности нахлесточного соединения выполненного фланговым швом (рис. 4.6.) имеет вид:
 .
.
Применяют также комбинированные швы, состоящие из фланговых и лобовых и косые швы (рис. 4.7. и рис. 4.8.): ,
,
где  - периметр комбинированного шва;
- периметр комбинированного шва;  - периметр косого шва.
- периметр косого шва.
Примеры расчета сварных нахлесточных соединений:
1). Соединение нагружено растягивающей силой  (рис. 4.14).
(рис. 4.14).

 ,
,
где  - момент сопротивления сечения шва при изгибе.
- момент сопротивления сечения шва при изгибе.

3). Соединение нагружено растягивающей силой F и изгибающим моментом  (рис. 4.16).
(рис. 4.16).

 ;
;
- для углового шва (рис. 4.3., б) расчет проводят по напряжениям среза:
 задают в долях от допускаемого напряжения на растяжение основного металла
задают в долях от допускаемого напряжения на растяжение основного металла  :
:
 - при срезе.
- при срезе.
При переменных нагрузках значения допускаемых напряжений снижают умножением на коэффициент  :
:
 ,
,
где  - эффективный коэффициент концентрации напряжений;
- эффективный коэффициент концентрации напряжений;  - коэффициент асимметрии цикла; и
- коэффициент асимметрии цикла; и  - числовые коэффициенты.
- числовые коэффициенты.
Верхние знаки в этой формуле принимают, если больше абсолютное значение растягивающего напряжения, а нижние - сжимающего.
Для углеродистых сталей принимают  и
и  , а для низколегированных
, а для низколегированных  и
и  . Значение эффективных коэффициентов концентрации напряжений для стали принимают в зависимости от типа сварного шва:
. Значение эффективных коэффициентов концентрации напряжений для стали принимают в зависимости от типа сварного шва:
 - для стыковых швов;
- для стыковых швов;
 - для лобовых швов;
- для лобовых швов;
 - для фланговых швов.
- для фланговых швов.
Пути повышения прочности сварных соединений:
- применение соответствующего типа сварки и электрода (в зависимости от вида нагрузки и расположения деталей);
- равномерное нагружение сварных швов (симметрично относительно действующей нагрузки);
- применение соответствующего профиля сварного шва (вогнутого, специального и т.д.);
- применение нескольких сварных швов (тем самым увеличиваем общую длину шва и соответственно уменьшаем действующие напряжения).

