 2014-01-25
2014-01-25 816
816- лучше всего осуществлять по графикам, повышать качество обслуживания, сокращать транспортные резервы.
Наибольшее распространение получил контактный график внутризаводских перевозок.
Корректный график свалив 37 году.
Контактный график - это система организации внутризаводских перевозок объединяющая поездную, маневровую и грузовую работу и устанавливающая взаимную ответственность между транспортом и производственными цехами.
Как правило контактный график считается на основе усредненных данных. График создается на идеальные сутки.
Перевозки включаемые в контактный график включают следующее:
-быть регулярными
-иметь постоянный объем
-постоянный маршрут следования
-должны быть строго фиксированный по времени(всегда начинаться и кончаться в одно и тоже время суток.
Контактный график разрабатывается, на основании данных производственных цехов. Вагоны закрепленные за контактным графиком нигде больше не используется. Корректный график издается в виде приказа, и вводит ответственность цехов за нарушение графика. Контактный график внедряют сроком на несколько лет, в зависимости от реконструкции или изменения объема производства.
Для горячих перевозок разработан нормативный график.
Норм. График представляет перечень операций в порядке их выполнения, для каждой операции установленная своя продолжительность.
Положение о внутризаводских перевозках.
Категории внутризаводских поездов
1.Внутризаводские кольцевые маршруты или вертушки.
2.Сборные поезда или развозочные состоят из нескольких групп вагонов.
3. Передаточные поезда следующие без переработки имеющие вагоны на дальние станции.
4. Маневровые передачи- движение по магистральным путям.
Движение вагонами вперед запрещено.
Организация транспортного обслуживания черной металлургии.
Агломерационное производство, все сырье аглофабрика перевозится по контактному графику. Перевозка агломерата в доменный цех так же осуществляется по контактному графику в хопперах.
Коксохимическое производство, кокс получают из каменного угля.
Доменное производство потребляет 1/3 всего прибывающего сырья на производство.
Порядок засыпки печи:
Железная руда, агломерат кокс.
В ккц шихтовые дворы не устраивают, поэтому металлолом перевозят в совках.
Остывший шлак везут на переработку.
Существует несколько способов разливки стали:
-при помощи изложниц
-при помощи машины для битья заготовки.
Перевозка слябовых заготовок и жидкой стали осуществляется по нормативному графику.
Прокатное производство.
Самые длинные цеха нс производстве. Окалина перевозится по контактному графику.
Для каждой технологии работ подачи составов рассчитывается в зависимости от производства.
Необходимо рисовать графики локомотива оборота для составов, на основе этого строить графики оборота составов.
Усовая схема
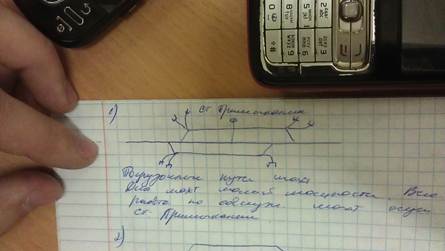
1- погрузочные пути шахт
Для шахт малой мощности применяется уставы схема.
Линейно тупиковая схема
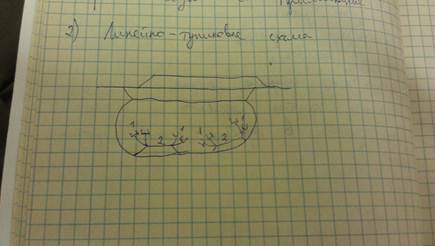
2 шахтные станции, они имеют свои локо которые обслуживают пути шахт.
Подходит для шахт средней производительности.
Линейно усовая схема станции.
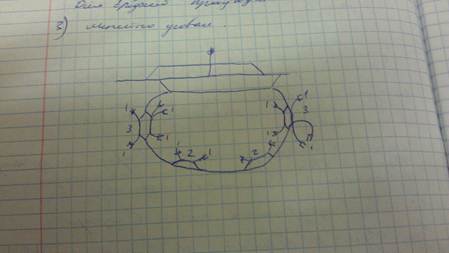
3-распределительные станции, данная схема применяется для больших районов с большим объемом шахт.
На шахтах отгрузку полезных ископаемых производят из бункеров.необходимо определять кол-во вагонов в подаче и объем подачи.
Диспетчер ведет балансовый график, состоит из графика испольненного движения и








