 2018-03-08
2018-03-08 892
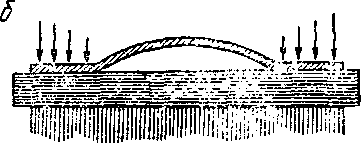
892В результате изгиба или коробления металла одни его слои вытягиваются, другие сжимаются, поперечное сечение поворачивается (рис. 2, а). Чтобы восстановить первоначальное состояние металла, необходимо растянутые слои сжать, сжатые растянуть. Это достигается различными методами правки.
Правка изгибом осуществляется для выправления круглого и профильного проката, имеющего большое поперечное сечение. При этом пользуются молотками со стальными бойками. Деталь располагают на правильной плите и наносят удары по выпуклостям, выправляя изгиб. По мере выправления силу удара необходимо уменьшать.
Правка вытягиванием применяется для выправления листового металла, имеющего различные выпуклости. Установив заготовку на правильную плиту выпуклостью вниз, наносят частые несильные удары, начиная от краев выпуклости по направлению к краям заготовки. В результате металл вытягивается к краям и за счет этого выправляется.
Начальный этап правки включает в себя первичную обработку поверхности. Для грубой, но безопасной для материала правки используют деревянные или резиновые молотки – киянки. Первичная обработка поверхности металла называется выколоткой.

| Рис. 2. Приемы правки полосового металла. |
Качество правки проверяется линейками, в неответственных случаях – на глаз. Контроль можно вести также на плитах: плохо выпрямленная полоса (пруток) при надавливании на края будет поворачиваться, невыпрямленный круглый пруток при прокатывании будет давать просветы в отдельных местах.

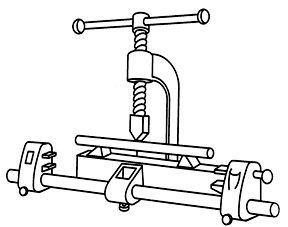
| Рис. 3. Правильный пресс. |
| 4 |
| 1 |
| 2 |
| 3 |
Обработанные поверхности, тонкие изделия из стали и цветных металлов правят молотками, имеющими бойки из меди, латуни, свинца, дуралюмина, фибры (рис. 4, а, рис. 5), либо стальными молотками через прокладки из мягких материалов. Выбор молотка определяется состоянием поверхности выправляемой детали, а также материалом, из которого она изготовлена. Небольшие, тонкие детали можно выпрямлять, зажимая между губками тисков.
| Рис. 5. Молоток с мягкой вставкой. 1 – штифт, 2 – боек, 3 – рукоятка, 4 – корпус |


| Рис. 4. Инструменты для правки. |

| Рис. 6. Правка уголка на винтовом прессе. |

| Рис. 7. Правка способом вытяжки: а – полосового; б – листового металла. |
Правка способом вытяж ки (рихтовка). В изогнутой на ребро тонкой полосе (рис. 7, а), погнутом уголке, швеллере для выпрямления надо вытянуть вогнутую часть. Это выполняется носком молотка или специальными рихтовочными молотками (рис. 4, в), имеющими два носка. Узкий носок создает большее удельное давление, превышающее предел текучести материала, и металл «течет» – растягивается.








