 2018-03-08
2018-03-08 295
295
Горячая правка металла. У деталей с резким перегибом, заготовок большого сечения, чтобы избежать появления трещин, изогнутое место нагревается, после чего выпрямляется давлением пресса или ударами молотка. Температура нагрева зависит от материала. Для стали она должна быть не менее 850 и не выше 1100° (превышение этой температуры вызовет перегрев металла). Горячей правке подвергаются только необработанные заготовки.
Механизированная правка металла
Машинная правка производится при помощи правильных вальцов и прессов. Вальцами можно править листовой и профильный металл.
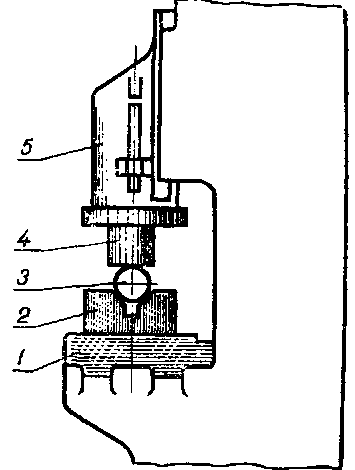
| Рис. 11. Схема пресса для правки металла. |
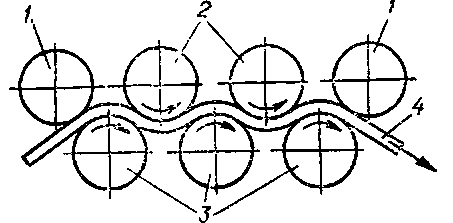
| Рис. 10. Схема работы листоправильных вальцов: 1 – направляющие валки. 2 – верхние рабочие валки; 3 – нижние рабочие валки; 4 – лист. |
Сортоправильные вальцы имеют валки с ручьями по профилю выпрямляемого металла (уголка, швеллера и т. п.).
Гидравлические и механические гибочно-правильные прессы (рис. 11) позволяют выпрямлять металл значительной толщины. В них пуансон 4, установленный в ползуне 5 в верхней части пресса, получает движение от гидравлического или механического привода. Выпрямляемый металл 3 располагается на опорных колодках 2 на столе 1 выпуклостью кверху. Правка производится за счет давления пуансона.








