 2018-03-08
2018-03-08 238
238Преимущества метода ВИК:
1. Простой и доступный метод.
2. При сборе информации о качестве конструкции позволяет получить до 50% от всего объема.
3. Не трудозатратный и не требует дорогостоящего оборудования.
4. Легко подвергается проверки и повторному проведению.
Недостатки ВИК:
1. Человеческий фактор, который влияет на 100% результатов.
2. Низкая достоверность полученных результатов, субъективность.
3. Используется только для поиска крупных дефектов (не менее 0,1 – 0,2 мм) и подозрений на возможные.
4. Ограниченность исследования только видимой частью конструкции.
5. Важна техническая грамотность сотрудников, которые должны правильно подобрать методику измерения, сравнительный шаблон или нормативы и дать точную оценку результатам измерения.
По способу и качеству диагностики даже несовершенный визуальный контроль швов является необходимым методом, как и на стадии проведения комплексной диагностики, так и в течении всего технологического процесса.
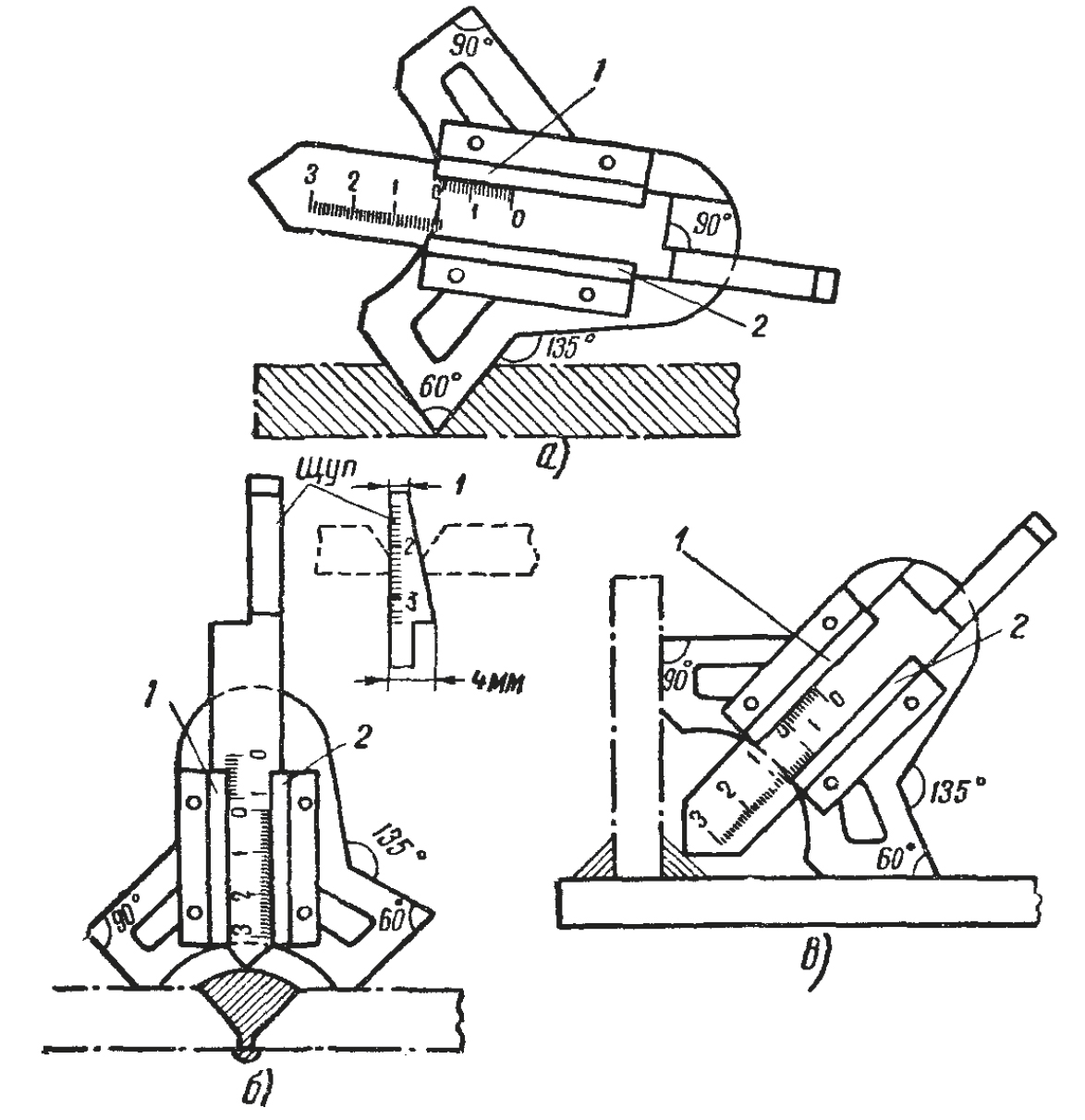
 Универсальный шаблон сварщика
Универсальный шаблон сварщика
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2 |
| ТКТТС.О. 15.01.05. С 015-1. ВСР.ПЗ |
Визуальному контролю подвергаются сварные швы:
1. при выполнении наплавочных работ на этапе “приема — сдачи” обязательно заключается акт визуального осмотра;
2. при контроле многослойного сварного соединения (послойный контроль);
3. при итоговом осмотре мест касания сварочной дугой поверхности основного материала.
4. при сборке деталей из сборочных единиц под сварку;
5. при автоматическом изготовлении сварных деталей и технической оценки качества материала согласно техническому процессу;
6. по истечении установленного срока эксплуатации сварных швов.
Визуальный контроль сварных швов требует обязательного измерения и исключения следующих дефектов:
поверхностных трещин;
видимых грубых дефектов;
плохого качества зачистки металла в зонах приварки (особенно технологических креплений),
а так же контроля и подтверждения наличия:
клеймения (маркировки) шва и верность ее производства;
ширины и высоты шва, выпуклости и вогнутости шва;
верных размеров катетов углового шва.
Шаблоны Крассовского

Шаблоны-Ушерова-Маршака
Шаблоны УШС-3

Дефекты, поддающиеся выявлению
При осмотре сварных швов не вооруженным глазом можно дать оценку:
неравномерности высоты и ширины швов;
чрезмерной чешуйчатости;
наплывов;
подрезов;
чрезмерному усилению или ослаблению швов;
не заваренным кратерам;
прожогам;
параметрам катетов углового шва.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| 2 |
| ТКТТС.О. 15.01.05. С 015-1. ВСР.ПЗ |
трещины различного происхождения;
поверхностные коррозионные повреждения;
забоины;
открытые раковины;
поры;
непровары;
волосовины;
расслоения;
надиры;
риски;
осевые смещения и изломы;
дефекты лакокрасочных, полимерных и гальванических защитных покрытий швов.

Обработка металла от ржавчины перед покраской — обязательный этап








