 2018-02-13
2018-02-13 750
750Основным различием между технологиями прототипирования является прототипирующий материал, а также способ его нанесения. В мире существует всего несколько компаний, изготавливающих RP-установки, они постоянно совершенствуют технологию и разрабатывают новые материалы. Остановимся на самых основных технологиях, рассмотрим их характеристики, достоинства и недостатки.
Стереолитография (SLA - Stereo Lithography Apparatus)


Стереолитография является самым первым и наиболее распространенным методом прототипирования, во многом благодаря достаточно низкой стоимости прототипа. Принцип метода состоит в послойном отверждении жидкого фотополимера лазерным лучом, направляемым сканирующей системой. Элеватор находится в емкости с жидкой фотополимерной композицией, и после отверждения очередного слоя смещается вниз с шагом 0,025-0,3 мм. Используется достаточно твердый, но хрупкий полупрозрачный материал, подверженный короблению под влиянием атмосферной влаги. Материал легко обрабатывается, склеивается и окрашивается. Качество поверхностей без доводки хорошее.
Selective Laser Sintering - лазерное спекание порошковых материалов
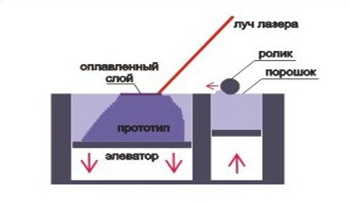

В SLS технологии в качестве рабочего материала используются порошковый пластик, металл или керамика, близкие по свойствам к конструкционным маркам. На поверхность наносится тонкий слой порошка, который затем спекается лазерным лучом, формируя твердую массу, соответствующую сечению 3D-модели и определяющую геометрию детали. SLS это единственная технология, которая может быть применена для изготовления металлических деталей и формообразующих для пластмассового и металлического литья. Прототипы из пластмасс обладают хорошими механическими свойствами, могут быть использованы для создания полнофункциональных изделий.
Fused Deposition Modeling - послойное наложение расплавленной полимерной нити


Используются нити из АБС, поликарбоната или воска. Свойства используемых пластиков очень близки к конструкционным маркам. Термопластичный моделирующий материал подается через выдавливающую головку с контролируемой температурой, нагреваясь там до полужидкого состояния. Головка наносит материал очень тонкими слоями на неподвижное основание с высочайшей точностью. Последующие слои ложатся на предыдущие, отвердевают и соединяются друг с другом. Технология применяется для получения единичных образцов изделий, по своим функциональным возможностям приближенных к серийным, а также для производства выплавляемых моделей для литья металлов.
Cтруйное моделирование (Ink Jet Modelling)

Различные запатентованные разновидности этой технологии называются:(Multi-Jet Modeling) - 3D Systems;(photopolymer jetting) - Objet Geometries; DODJet (Drop-On-Demand-Jet) - Solidscape.
Все технологии имеют свои особенности, но функционируют по одному принципу. Головка, содержащая от двух до 96 сопел наносит модельный и поддерживающий материал на плоскость слоя. После нанесения слоя, могут проводится его фотополимеризация и механическое выравнивание. В качестве поддерживающего материала обычно используется воск, а в качестве модельного - широкий спектр материалов, очень близких по свойствам к конструкционным термопластам. Данный метод позволяет получать прозрачные и окрашенные прототипы с различными мехпническими свойствами - от мягких, резиноподобных до твердых, похожих на пластики.
Склеиваниепорошков (binding powder by adhesives)

Используются крахмально-целлюлозный порошок и жидкий клей на водяной основе, который поступает из струйной головки и связывает частицы порошка, формируя контур модели. По окончании построения излишки порошка удаляются. Для увеличения прочности модели, имеющиеся пустоты могут быть заполнены жидким воском. Такие технологии позволяют не просто создавать 3D-объекты произвольной формы, но еще и раскрашивать их.
Laminated Object Manufacturing - ламинирование листовых материалов.
Слои прототипа создаются при помощи ламинирования бумажного листа. Контур слоя вырезается лазером, а поверхность, которую нужно затем удалить, режется лазером на мелкие квадратики. После извлечения детали мелко порезанные излишки материала легко удаляются. Структура полученного прототипа похожа на древесную, боится влаги.
Solid Ground Curing - облучение УФ-лампой через фотомаску
Для создания слоя, на поверхность распыляется тонкий слой фоточуствительного пластика. Затем этот слой облучается ультрафиолетом через фотомаску с изображением очередного сечения. Неэкспонированный материал удаляется вакуумом, оставляя затверженный материал, который повторно облучается жестким ультрафиолетом. Свободные области заполняются воском, который обеспечивает поддержку для следующих слоев. Перед нанесением следующего слоя поверхность механически выравнивается.
Точность изготовления прототипа в разных методах и на различных установках находится в диапазоне от 0,05 до 0,2 мм по каждой координате. При уменьшении толщины слоя точность растет, но падает скорость изготовления, и как следствие - повышается его стоимость.








