 2018-02-13
2018-02-13 671
671Горизонтальные плоскости обрабатывают цилиндрическими фрезами (рис.12, а) на горизонтально-фрезерных станках либо торцевыми фрезами (рис.12, б, в) на вертикально-фрезерных и продольно-фрезерных станках.
Вертикальные плоскости обрабатывают на горизонтально-фрезерных станках торцевыми или дисковыми фрезами, на продольно-фрезерных - торцевыми и на вертикально-фрезерных - концевыми фрезами (рис.12, в, г, д).
Наклонные плоскости и скосы обрабатывают на горизонтально-фрезерных станках угловыми фрезами (рис.12, е) или на вертикально-фрезерных станках с поворотной головкой - торцевыми (рис.12, ж). При этом шпиндельную головку с закрепленной в ней фрезой поворачивают на необходимый угол.
Прямоугольные пазы и уступы фрезеруют дисковыми фрезами на горизонтально-фрезерных или концевыми - на вертикально-фрезерных станках (рис.12, з, и).
Пазы Т-образные и типа «ласточкин хвост» фрезеруют на вертикально-фрезерном станке в два прохода. Ранее прорезают прямоугольный паз цилиндрической концевой фрезой, а затем окончательно обрабатывают паз фрезой соответствующего профиля (рис. 12, к, л).
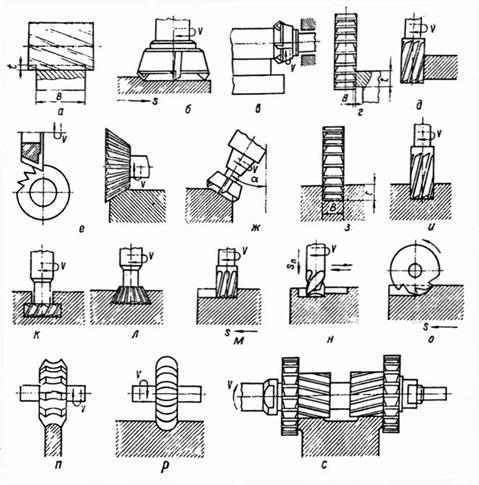
Рис. 12. Схемы обработки заготовок на фрезерных станках.








