 2018-02-13
2018-02-13 999
999Сверло-режущий инструмент, предназначенный для сверления отверстий. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, то есть получения несквозных углублений.
Сверла по конструкции можно разделить на: спиральные (винтовые), конструкции Жирова, плоские (перовые),свёрла Форстнера, для глубокого сверления, одностороннего резания, пушечные, ружейные, пустотелые, центровочные,ступенчатые.
По способу изготовления бывают:
-Цельные — спиральные свёрла из быстрорежущей стали марок Р9, Р18, Р9К15, Р6М5, Р6М5К5, либо из твердого сплава.
-Сварные — спиральные свёрла диаметром более 20 мм часто изготовляют сварными (хвостовую часть из углеродистой, а рабочую часть из быстрорежущей стали).
-Оснащённые твердосплавными пластинами — бывают с прямыми, косыми и винтовыми канавками (в том числе с  =60° для глубокого сверления).
=60° для глубокого сверления).
-Со сменными твердосплавными пластинами — также называются корпусными (оправку, к которой крепятся пластины, называют корпусом). В основном используются для сверления отверстий от 12 мм и более.
-Со сменными твердосплавными головками — альтернатива корпусным сверлам.
По форме обрабатываемых отверстий бывают: цилиндрические, конические.
Спиральное сверло представляет собой цилиндрическийстержень, рабочая часть которого снабжена двумя (реже четырьмя) винтовыми спиральными канавками, предназначенными для отвода стружки и образования режущих элементов — ленточек.
Элементы спирального сверла:
-Рабочая часть
-Режущая часть имеет две главные режущие кромки, образованные пересечением передних винтовых поверхностей канавок, по которым сходит стружка, с задними поверхностями, а также поперечную режущую кромку (перемычку), образованную пересечением задних поверхностей.
-Направляющая часть имеет две вспомогательные режущие кромки, образованные пересечением передних поверхностей с поверхностью ленточки (узкая полоска на цилиндрической поверхности сверла, расположенная вдоль винтовой канавки и обеспечивающая направление сверла при резании, а также уменьшение трения боковой поверхности о стенки отверстия).
-Хвостовик — для закрепления сверла на станке или в ручном инструменте.
-Поводок для передачи крутящего момента сверлу или лапка для выбивания сверла из конусного гнезда.
-Шейка, обеспечивающая выход круга при шлифовании рабочей части сверла.
Рис. 13 Конструктивные особенности спирального сверла.

Зенкер — многолезвийный режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкерование является получистовой обработкой резанием.Зенкерование как получистовая и, отчасти, чистовая операция механической обработки имеет следующие основные назначения:
-Очистка и сглаживание поверхности отверстий: перед нарезанием резьбы или развёртыванием;
-Калибрование отверстий: для болтов, шпилек и другого крепежа.
Рис. 14. Конструктивные особенности зенкера.

Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
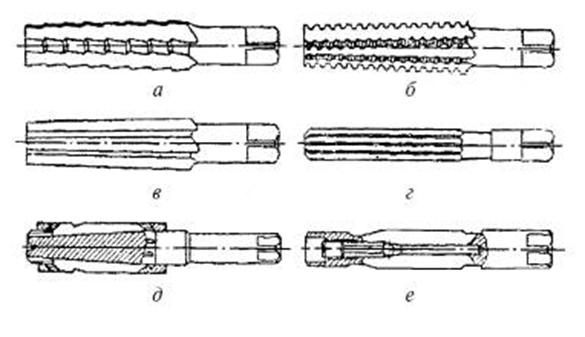
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий развертывают конические отверстия (например под инструментальные конусы) специальными коническими развертками. Существуют следующие типы разверток: – коническая черновая (рис.15, а), коническая промежуточная (рис.15, б), коническая чистовая (рис.15, в), цилиндрическая с прямыми зубьями (рис.15, г), цилиндрическая регулируемая (рис.15, д), цилиндрическая разжимная (рис.15, е).
Рис. 15. Основные типы разверток.
Метчик(рис.16) — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Метчик хвостовой частью крепится в вороток, рабочей частью вводится в отверстие, в котором при проворачивании воротка возвратно-поступательными движениями нарезается резьба. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
Рис.16. Конструктивные особенности метчика.

Плашка— резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке). Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб даметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твердых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС) не указывается.
Рис. 17. Плашка. 1-задняя поверхность; 2-зуб; 3-спинка зуба; 4-стружечное отверстие; 5-передняя поверхность; 6-режущая кромка.









