 2018-02-13
2018-02-13 765
765
Программируемые микропроцессорные контроллеры (ПМК) представляют собой группу устройств преобразования, обработки, хранения информации и выработки команд управления, регулирования на базе микропроцессорной техники. ПМК по своей сути является специализированными управляющими микроЭВМ для работы в локальных и распределенных системах управления в реальном масштабе времени в соответствии с фиксированным набором рабочих программ, размещенных в ПЗУ.
Особенности ПМК, отличающие их от управляющих микроЭВМ, следующие [17]:
- проблемно-ориентированное программное обеспечение на конкретную задачу или на набор задач;
- программирование ПМК в процессе их изготовления, поэтому изменение программы их работы осуществляют очень редко с пульта оператора;
- ПМК предназначены для эксплуатации в непосредственной близости от технологического оборудования, поэтому они оснащены необходимой защитой от промышленных помех от внешних цепей оптронами, ферритовыми трансформаторами;
- модульная структура ПМК позволяет наращивать его память, изменять число входов и выходов;
- меньший объем памяти и меньшее число электронных блоков в составе ПМК по сравнению с микроЭВМ;
- наличие синхронизирующих (коммутирующих) устройств для поочередного опроса входов и выходов ПМК.
Типовая блок-схема ПМК приведена на рис. 4.4, где ПР - процессор; ГР - блок гальванической развязки; МПКС - мультиплексор; АЦП, ЦАП, ДЦП, ЦИП - блоки аналого-цифрового; цифро-аналогового; цифро-импульсного и дискретно-цифрового преобразований. Гальваническая развязка одновременно обеспечивает защиту от индустриальных помех. Мультиплексор (коммутатор аналоговых сигналов) поочередно опрашивает входы-выходы ПМК.
Панель оператора ПМК содержит органы управления, устройства индикации и мнемосхему. Она позволяет выбрать режим работы ПМК, составить схему включения, задать ее параметры в зависимости от назначения ПМК и объекта управления.
Перечисленный состав ПМК делает его автономным устройством.
ПМК по своему назначению (области проблемной ориентации) делятся на:
ПМК логического типа, используемые для замены устройств электроавтоматики, т.е. релейных и логических схем, командных аппаратов. Этот класс ПМК появился на базе развития и слияния средств вычислительной техники на МП, релейной бесконтактной автоматики и числового программного управления технологического оборудования. Логические ПМК явились первыми в классе программируемых контроллеров;
ПМК для реализации алгоритмов регулирования, динамического и нелинейного преобразования аналоговых и дискретных сигналов в САР. Эти ПМК относятся к программируемым контроллерам регулирующего типа, позволяющим заменять аналоговые, импульсные и цифровые регуляторы;

ПМК координирующего типа предназначены для реализации функций программных задатчиков, специальных алгоритмов логико-командного управления периферийными устройствами, функций координирующей микроЭВМ в системах распределенного управления.
Программируемые контроллеры логического типа являются основой ЛСУ и предназначены для управления роботами и автоматизации производства Именно ПК предоставил такие возможности для автоматизации заводского оборудования, особенно при реализации систем управления промышленным оборудованием и автоматическими линиями.
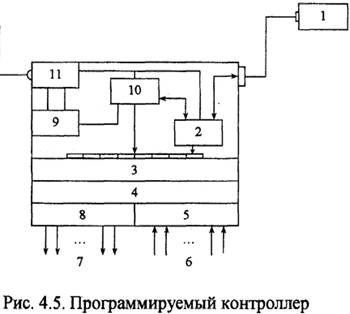
Программируемый контроллер логического типа имеет схему, представленную на рис. 4.5, где 1 - переносной программатор; 2 - центральный процессор; 3 - интерфейс; 4 - контакты входов-выходов; 5 -входы; 6 - от процессора; 7 - к технологическому оборудованию; 8 -выходы; 9 - аварийное батарейное питание; 10 - память; 11 - источник питания.
Основное назначение логического программируемого контроллера - принимать логические решения типа да - нет, а не заниматься обработкой большого количества данных. Поэтому исполнение всей последовательности команд программируемого контроллера происходит так быстро, что обычно процесс реализации команд рассматривается как одномоментный. Таким образом,
программируемый контроллер непрерывно и практически без задержки анализирует данные с датчиков, контролирующих технологический процесс, формирует логические решения и передает выходные данные в виде управляющих сигналов на органы управления тем же процессом.
Программируемый контроллер логического типа представляет собой специализированное устройство, которое может исполнять свою микропрограмму сотни миллионов раз до прерывания, после которого вводится новая программа. Программируемый контроллер может перепрограммироваться ежечасно, ежедневно в зависимости от необходимости переналадки. Однако программируемый контроллер может быть запрограммирован всего лишь один раз на весь срок службы.
В программируемых контроллерах логического типа не предусматривается подключение печатающих устройств, дисководов, дисплеев или пультов с универсальной клавиатурой. Даже программатор подключается к программируемому контроллеру не стационарно, но он может оснащаться дисплеем или клавиатурой. Однако эти устройства при работе программируемого контроллера не используются.
СПИСОК ЛИТЕРАТУРЫ
1. Островский М.Я. Системы управления оборудованием гибких производственных систем: Учеб. пособие / М.Я. Островский, В.Н. Ти-сенко, А.И. Федотов. - Л.: Изд-во Ленингр. политехи, ин-та, 1986. -88 с.
2. Соломенцев Ю.М. Управление гибкими производственными системами / Ю.М. Соломенцев, В.Л. Сосонкин. - М: Машиностроение, 1988.-352 с.
3. Сосонкин В.Л. Программное управление технологическим оборудованием: Учеб. для вузов. - М: Машиностроение, 1991. - 512 с.
4. Робототехника и гибкие автоматизированные производства: В 9-ти кн. Кн. 3. Управление робототехническими системами и гибкими автоматизированными производствами: Учеб. пособие для вузов / И.М. Макаров, В.З. Рахманкулов, В.М. Назаретов, С.А. Блинов,
А.М. Михайлов, СВ. Манько, А.А. Ахрем; Под ред. И.М. Макарова. -М.: Высш. шк., 1986. - 159 с.
5. Коровин Б.Г. Системы программного управления промышленными установками и робототехническими комплексами: Учеб. пособие для вузов / Б.Г. Коровин, Г.И. Прокопьев, Л.Н. Рассудов. - Л.: Энерго-атомиздат, 1990. - 352 с.
6. Основы автоматизации управления производством: Учеб. пособие для студ. техн. вузов / И.М. Макаров, Н.Н. Евтихиев, Н.Д. Дмитриева, Д.П. Ким, В.В. Кульба, А.М. Михайлов, В.М. Назаретов, П.Н. Попович, И.Б. Ядыкин; Под ред. И.М. Макарова. - М.: Высш. шк., 1983. -504 с.
7. Иванов Ю.В. Гибкая автоматизация производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов / Ю.В. Иванов, Н.А. Лакота. - М.: Радио и связь, 1987. - 464 с.
8. Управление гибкими производственными системами: Модели и алгоритмы /Т.Д. Воронина, В.И. Плескунин, Б.Ф. Фомин, В.Б. Яковлев;
Под. ред. СВ. Емельянова - М.: Машиностроение, 1987. - 368 с.
9. Гибкие производственные системы в машиностроении: Учеб. пособие / В.А. Полетаев, Л.Д. Машкин, А.Н. Трусов, И.В. Бизенков, А.В. Матисов; Кузбас. политехи, ин-т. - Кемерово, 1987. - 56 с.
10. Гусев И.Т. Устройства числового программного управления: Учеб. пособие доя техн. вузов / И.Т. Гусев, В.Г. Елисеев, А.А. Маслов. - М: Высш. шк., 1986. - 296 с.
11. Программное управление станками: Учеб. для машиностроит. вузов / В.Л. Сосонкин, О.П. Михайлов, Ю.А. Павлов, В.Э. Пуш, И.В. Ханизоменов, Ю.Е. Минеев, В.Н. Шурков, Е.И. Черняков; Под ред. В.Л. Сосонкина. - М.: Машиностроение, 1981. - 347 с.
12. Ратмиров В. А. Управление станками гибких производственных систем. - М.: Машиностроение, 1987. - 272 с.
13. Асфаль Р. Роботы и автоматизация производства / Пер. с англ. М.Ю. Евстегнеева, Б.И. Копылова, А.С. Чубукова. - М.: Машиностроение, 1989.-448с.
14. Теория автоматического управления: Учеб. для машиностроит. спец. вузов / В.Н. Брюханов, М.Г. Косов, СП. Протопопов, Ю.М. Со-ломенцев, Н.М. Султан-Заде, А.Г. Скиртладзе; Под ред. Ю.М. Соломенцева. - 2-е изд., испр. - М.: Высш. шк., 1999. - 268 с.
15. Волчкевич Л.И. Комплексная автоматизация производства / Л.И. Волчкевич, М.П. Ковалев, М.М. Кузнецов. - М.: Машиностроение,1983.-269 с.
16. Родионов И.Д. Технические средства АСУ ТП: Учеб. пособие для вузов / И.Д. Родионов, В.А. Терехов, В.Б. Яковлев; Под ред. В.Б. Яковлева. - М.: Высш. шк., 1989. - 263 с.








