 2018-02-13
2018-02-13 480
480У практиці порошкової металургії часто застосовуються матеріали, що виготовляють із суміші декількох вихідних компонентів. Практично можна використати будь-яку композицію незалежно від того, розчинні або нерозчинні вони один в одному.
Процес спікання багатокомпонентних систем значною мірою визначається характером діаграм стану компонентів, з яких виготовляється виріб. На підставі цих діаграм можна визначити фазовий склад спеченого матеріалу, а у зв'язку із цим і його властивості у випадку одержання гомогенного сплаву.
Спікання систем, що складаються з компонентів необмежено розчинних один в одному. У процесі спікання багатокомпонентних систем утворення сплавів відбувається дифузійно, тому важливого значення набувають швидкість і повнота проходження взаємної дифузії (гетеродифузії). Від повноти протікання цього процесу залежить кінетика ущільнення порошкових пресовок і зміна їхніх фізико-механічних властивостей.
На відміну від спікання пресовок з однокомпонентного матеріалу, процеси спікання якого супроводжуються процесами самодифузії, які, як правило, сприяють ущільненню, при спіканні багатокомпонентних систем взаємна дифузія різнорідних елементів може приводити до гальмування процесу усадки. Однак усадка виробів в остаточному підсумку відбувається.
У зв'язку із цим розглянемо процес проходження самодифузії й гетеродифузії в неоднорідних пористих тілах як проміжний стан при спіканні неоднорідних пористих тіл.
Відповідно до теорії Френкеля самодифузія й гетеродифузія в кристалічних тілах здійснюється за допомогою одного і того ж механізму – заміщення вакансій у кристалічних гратках атомами.
У зв'язку із цим у випадку спікання систем із двох компонентів А і В будуть виникати процеси гетеродифузії. При цьому, якщо коефіцієнт дифузії компонента А в компонент В більший, ніж коефіцієнт дифузії компонента В у компонент А, то у частинках компонента А утворяться додаткові вакансії, які при певній їхній концентрації будуть об’єднуватись в пори. У свою чергу частинки компонента В будуть збільшуватися в розмірах через перевагу притоку атомів компонента А над відтоком атомів речовини В (рис. 2.7).
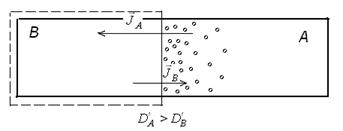
Рисунок 2.7 – Схема дії ефекта Френкеля І роду при спіканні
багатокомпонентних систем
Виникнення додаткової пористості в цьому випадку розглядається як безпосередній доказ правильності тверджень Френкеля про вакансійний механізм дифузії.
Явище виникнення додаткової пористості в компоненті, який має більший коефіцієнт гетеродифузії при нерухомій початковій межі між компонентами називається ефектом Френкеля I роду.
Крім розглянутого ефекту I роду, або "прямого" ефекту Френкеля, існує ще й зворотний ефект (ефект Френкеля II роду) - поява вихідної гетеродифузії при нерівномірній парціальній самодифузії в сплаві і, як наслідок, появи концентраційної неоднорідності в початковому однорідному сплаві, у якому є градієнт концентрацій вакансій, що обумовлює спрямовану самодифузію атомів обох сортів.
На основі викладеного легко пояснюється зміна усадки при спіканні двукомпонентних систем з необмеженою взаємною розчинністю.
На рисунку 2.8 зображена усадка при спіканні суміші порошків міді і нікелю.
У порошкових пресовках із сумішей порошків різних металів і сплавів при нагріванні відбуваються як процеси самодифузії, так і процеси гетеродифузії, тому повинні проявлятися ефекти Френкеля.
У суміші взаємодифундуючих матеріалів, відзначається значно менша усадка на початкових стадіях спікання, чим у чистих компонентів. На наступних стадіях спікання швидкість усадки із суміші порошків, навпаки, починає перевищувати швидкість усадки виробів з однокомпонентних порошків.

1 – суміш порошків Си і Ni; 2 – порошок Си; 3 – порошок сплаву Сu - Ni; 4 – порошок Ni
Рисунок 2.8 – Залежність усадки від часу спікання порошків Си і Ni
Часто на перших стадіях спікання виробів із суміші порошків спостерігається не усадка, а "ріст" (негативна усадка) виробів, що може досягати великих значень.
Ці явища дуже добре відповідають єффекту Френкеля I роду. Зменшення усадки й навіть зміна її знака (перехід від усадки до росту) на початкових стадіях спікання може спостерігатися при неоднаковій швидкості гетеродифузії компонентів.
Прискорення усадки на наступних стадіях пояснюється підвищенням швидкості самодифузії при наявностінаявність значної надлишкової концентрації вакансій, що ще не коагулювали в пори, а також збільшенням числа пор. А це, як відомо, сприяє інтенсифікації усадки.
Якщо ж спікатися буде не суміш, а готовий сплав, то усадка займає середнє місце між міддю й нікелем. Цей факт також підтверджує існування ефекту Френкеля I роду.
У цьому випадку слід зазначити вплив на усадку вихідної пористості матеріалів: чим менше вихідна пористість, тим більше негативна усадка в початковий період спікання, що пов'язане з більшою поверхнею контактів мідних і нікелевих часток.
Спікання систем з обмеженою розчинністю. При спіканні систем з обмеженою розчинністю, наприклад W-Ni, W-Си, усадка виробів при ізотермічному спіканні найчастіше змінюється монотонно. Однак у цьому випадку залежно від співвідношення компонентів також може бути негативна усадка, що пояснюється різними коефіцієнтами гетеродифузії, й у зв'язку із цим утворенням додаткової пористості у виробах.
При спіканні систем з обмеженою розчинністю можуть відбуватися відхилення від прямолінійності (монотонності) усадки. Це відбувається в тому випадку, коли в процесі спікання утворюються інтерметалідні фази.
Так, при спіканні систем Ме-Вi, Me-Sn усадка не спостерігається. Більше того, вироби розсипаються в порошок. Це пояснюються тим, що утворюються інтерметаліди, тобто нові фази, і виникає явище кристалізації. Нова фаза, що утвориться, в основному на границях зерен/ має питомий об’єм, що істотно відрізняється від питомого об’єму основного матеріалу. Для формування й росту нової фази потрібно додатковий простір, і в такий спосіб створюється тиск кристалізації.
Тому при виготовленні виробів з таких систем необхідно вести процес у дві стадії - одержувати порошок сплаву, а потім пресувати з нього виробу й спікати звичайним способом.
При спіканні багатокомпонентних систем можуть утворюватися хімічні сполуки, які сприяють процесу усадки.
Спікання систем з компонентів, не розчинних один в одному. Часто в практиці порошкової металургії необхідно одержувати вироби з композицій матеріалів, які не розчинні один в одному.
У цьому випадку термодинамічною умовою спікання /припікання часток/ є зменшення поверхневої енергії, тобто повинна виконуватися нерівність
σАВ<σА+σВ (2.29)
Поверхнева енергія утворена міжфазною границею повинна бути менше, ніж сума поверхневих енергій спечених компонентів.
У цьому випадку може бути два механізми припікання.
1-й механізм. Якщо поверхневі енергії речовин А и В не дуже відрізняються один від одного, тобто виконується нерівність
 2σА > σВ при σА<σВ,
2σА > σВ при σА<σВ,
то між частками речовин А та В утвориться контактний перешийок, причому утвориться не плоска границя контакту, а опукла. Відбувається як би наповзання компонента з меншою поверхневою енергією на компонент із більшою енергією.
З утворенням перешийка поверхнева енергія зменшується й спікання припиняється.
2-й механізм. Поверхнева енергія речовини А значно відрізняється від поверхневої енергії речовини В, тобто
2σA<σВ при σA<<σВ.
У цьому випадку спікання відбувається у дві стадії. Спочатку речовина А рівномірно покриває речовину В, а потім уже відбувається власне спікання речовини А. Цей процес іде дуже повільно, тому що процес наповзання відбувається дифузійним шляхом. У цьому випадку усадка незначна й характер її визначається усадкою компонента з меншою поверхневою енергією.








