 2018-02-23
2018-02-23 707
707Заготовки малого диаметра обрабатываются из проволоки, свернутой в бунт. Это по сравнению с прутковыми автоматами сокращает время простоев автомата, необходимое на подготовку и заправку нового прутка. Проволока во время обработки не вращается и имеет только периодическое продольное перемещение во время ее подачи вперед для обработки следующей заготовки.
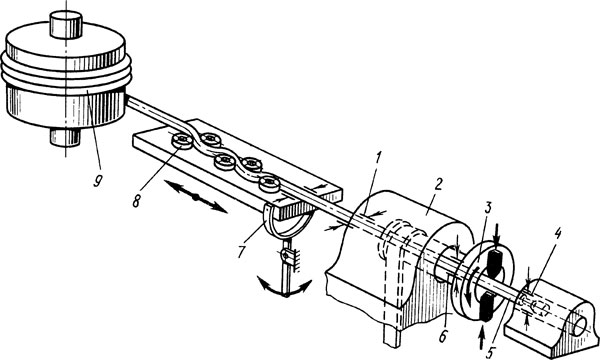
Рис. 67. Схема работы фасонно-отрезных автоматов
Заготовка обрабатывается вращающейся головкой с резцами, перемещающимися в поперечном направлении с независимой друг от друга подачей (рис. 67). Подача проволоки 5 на необходимую длину осуществляется перемещением салазок 7 с механизмами подачи и правки. При этом из переднего зажима 4 выталкивается ранее обработанная деталь.
После подачи проволока зажимается в трех местах: передним 4 и средним 6 зажимами, расположенными по обеим сторонам от вращающейся резцовой головки 3, и задним зажимом 1, расположенным в шпиндельной бабке 2.
При отходе салазок 7 назад часть проволоки, смотанная из бунта 9 при ее подаче и подлежащая последующей обработке, правится роликами 8. Задний зажим удерживает проволоку от сдвига при ее правке.
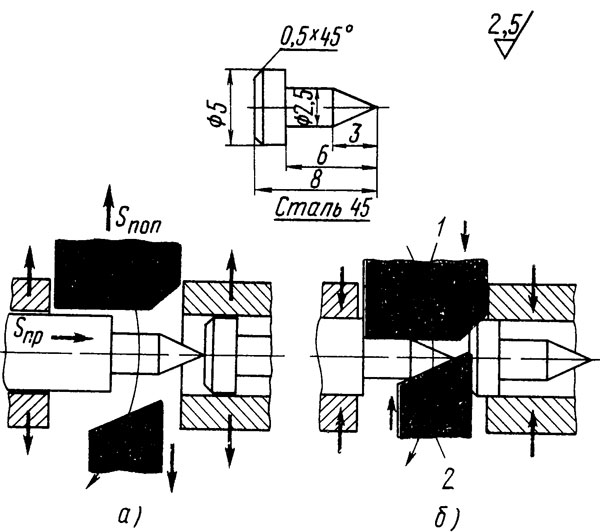
Рис. 68. Схема обработки заготовки на фасонно-отрезном автомате
Схема обработки типовой заготовки показана на рис. 68. После отрезки заготовки (рис. 68, а) резцы вращающейся головки отходят в исходное положение, зажимные устройства разжимаются и проволока подается вперед, выталкивая изготовленную деталь, затем зажимается. К ней быстро подходят резец 1, производящий обточку диаметра 2,5 мм обрабатываемой заготовки и обточку фаски отрезаемой детали, и резец 2, осуществляющий подрезку торца, отрезку детали и обточку конуса последующей заготовки (рис. 68, б).
Согласно классификации металлорежущих станков, на прутковых фасонно-отрезных одношпиндельных автоматах детали изготовляют из калиброванного прутка и труб (с наибольшим диаметром 16, 25 и 40 мм), а при применении магазинной загрузки — из штучных заготовок. Обработка деталей может производиться также из прутков квадратного и шестигранного сечения.
В свое время в нашей промышленности применялись фасонно-отрезные автоматы 1106, 11Ф16, 11Ф25, 11Ф40 и др. Из зарубежных фирм данные автоматы выпускаются фирмами,,Index“ (ФРГ), „Тагех“ (Швейцария) и др.








