 2018-02-23
2018-02-23 1481
1481Исторически мехатроника развивается в основном на базе робототехники. Однако мехатронный подход может быть реализован отнюдь не только в робототехнических системах. Остановимся на актуальном вопросе взаимосвязи предметных областей мехатроники и робототехники. "Робототехника - это область науки и техники, ориентированная на создание роботов и робототехнических систем, предназначенных для автоматизации сложных технологических процессов и операций, в том числе выполняемых в недетерминированных условиях, для замены человека при выполнении тяжелых, утомительных и опасных работ". Таким образом, анализируя определения мехатроники и робототехники, можно сделать вывод о том, что мехатроника и робототехника различаются по классификационным признакам. Мехатроника изучает новый методологический подход к созданию модулей и машин с качественно новыми характеристиками. Роботы же представляют собой один из современных классов машин с компьютерным управлением движением. Мехатронный подход охватывает все основные фазы жизненного цикла машины (проектирование, производство, эксплуатация и т.д.) и может быть применен в системах различного назначения, в том числе в манипуляционной технике и робототехнических системах. С другой стороны, проектирование и производство роботов базируется не только на мехатронных принципах и технологиях, но требует привлечения и других методологических подходов: методов технической кибернетики и бионики, САПР и CALS-технологий. Достигнуть современного уровня функционирования роботов без использования интеграционного мехатронного подхода, без применения систем интеллектуального управления практически невозможно, поэтому здесь предметные области мехатроники и робототехники пересекаются. Промышленные роботы можно рассматривать как типичные мехатронные объекты, хотя не всякий робот есть МС. Известны виды роботов (например, специализированные манипуляторы и автооператоры для обслуживания станков, шарнирно-балансирные манипуляторы и т.п.), которые имеют существенное прикладное значение и изучаются робототехникой, однако не базируются на мехатронных идеях. С другой стороны, мехатронный подход может быть реализован не только в робототехнических системах, но и при создании машин других видов, например металлорежущих станков, мобильных и транспортных средств, офисной и бытовой техники. Один из основоположников мехатроники профессор Исии отмечает: «у робота, как у типичного представителя мехатронного устройства, три основных части: а) исполнительный орган, б) органы чувств (датчики), в) элементы (блоки) обработки информации». Он подчеркивает, что «...фундаментальными задачами робототехники являются развитие информационной сферы». И далее, «...прогресса в мехатронике нельзя добиться, делая упор лишь на достижения микроэлектроники». Необходим прогресс в разработке широкой гаммы периферийных устройств, а также новых конструктивных элементов, специально предназначенных для МС. Робот − технический комплекс, предназначенный для выполнения различных движений и некоторых интеллектуальных функций человека и обладающий необходимыми для этого исполнительными устройствами, управляющими, информационными и вычислительными системами, предназначенными для решения вычислительно-логических задач. Промышленный робот (ПР) – стационарная или передвижная автоматическая машина, состоящая из: исполнительного устройства в виде манипулятора, имеющего несколько степеней подвижности; перепрограммируемого устройства программного управления для выполнения в производственных процессах двигательных и управляющих функций. Манипулятор – управляемое устройство или машина, предназначенное для выполнения двигательных функций, аналогичных функциям руки человека по перемещению объектов в пространстве и оснащенное рабочим органом. Исполнительное устройство промышленного робота – устройство, выполняющее все двигательные функции ПР. Это может быть как механизм, перемещающий сам робот в пространстве, так и многозвенный манипулятор, переносящий объект манипулирования. 5.2 Функциональное описание робототехнической системы Рассмотрим основные элементы функциональной схемы системы управления промышленным роботом (рис. 5.1). Рисунок 5.1.- Функциональная схема системы управления роботом ПР состоит из следующих систем: 1) Исполнительная (манипуляционная) система служит для целенаправленного воздействия на окружающую среду. 2) Информационно-измерительная (сенсорная) система служит для обеспечения робота информацией о состоянии внешней среды, результатах воздействия на неё манипуляционной системы и состоянии самого робота в соответствии с требованиями управляющей системы. 3) Управляющая система служит для выработки закона управления манипуляционной системы и общения с человеком. 4) Система связи служит для организации обмена информацией робота с человеком. 5.3 Поколения промышленных роботов. Современные и перспективные промышленные роботы отличаются друг от друга структурой, функциональными возможностями и назначением. Поэтому условно все роботы можно разделить на три "поколения": программные роботы; адаптивные роботы; интеллектные (с элементами искусственного интеллекта) роботы. Все они обладают перепрограммируемостью, хотя это свойство и реализуется по-разному. В роботах I поколения (программные роботы) перепрограммирование производится оператором, после чего робот своим исполнительным устройством однообразно выполняет движения по жесткой программе. Исполнительным устройством робота чаще всего является манипулятор, представляющий собой многозвенную конструкцию, аналогичную руке человека, оснащённую рабочим органом (рис). Для реализации движений в пространстве каждое звено манипулятора оснащается соответствующим приводом. Информационная система такого робота проста – применяются в основном датчики положения звеньев манипулятора в виде концевых выключателей. Роль оператора программного робота первого поколения сводится к его "обучению". Оператор вводит исходные данные о координатах объекта манипулирования и технологического оборудования, вводит программу движений манипулятора по его звеньям, контролирует достаточную точность позиционирования рабочего органа манипулятора. В последующем робот работает в автоматическом, жестко запрограммированном режиме. Применение роботов I поколения возможно только в технологическом процессе со строго организованной, заранее детерминированной (известной) и неизменной окружающей средой. Для высокопроизводительной работы таких роботизированных производственных участков необходимо применение вспомогательных технологических устройств и приспособлений (транспортные, загрузочные, ориентирующие устройства, накопители и т.п.), обеспечивающих организацию рабочей среды. Под организацией рабочей среды понимается прежде всего процесс придания деталям (объектам манипулирования), занимающим первоначально самое разнообразное положение, т.е. находящихся в навале, одного определенного положения, удовлетворяющего требованиям программного робота и основного технологического оборудования. Для робота II поколения (адаптивные роботы) человек формирует задание, т.е. основы программы его действий, однако робот имеет возможность в определённых пределах автоматически перепрограммироваться (адаптироваться) в ходе технологического процесса в зависимости от обстановки, которая на этапе формирования задания может быть определена недостаточно точно и в ходе техпроцесса подвержена изменениям. Расширение функциональных возможностей адаптивных роботов по сравнению с роботами предыдущего поколения достигается за счёт достаточно развитой информационной системы, предполагающей применение так называемых датчиков внутренней и внешней среды. Под датчиками внутренней среды понимаются датчики, регистрирующие различные физические параметры (положение, скорость, ускорение, силы, моменты, давление, ток, напряжение, и т.п.) исполнительных устройств робота, которыми могут быть манипулятор или манипуляторы, а также, возможно, и устройство передвижения робота, датчики внешней среды регистрируют параметры окружения адаптивного робота. Такими параметрами могут быть температура, освещенность и т.п., а также изображение расположенных в некотором пространстве объектов манипулирования, основного и вспомогательного оборудования. Значительный объём информации, поступающий от датчиков внутренней и внешней среды, перерабатывается управляющей системой, основу которой составляет достаточно мощная ЭВМ со сложным программным обеспечением. Реализация сформулированного человеком задания благодаря ЭВМ и информационной системе раскладывается на следующие стадии: планирование программы действий; решение конкретных прикладных задач; выработка режима движения многозвенных исполнительных устройств; распределение управляющих сигналов по приводам. Область применения роботов II поколения существенно расширяется - это могут быть технологические процессы без строго организованной окружающей среды (объекты манипулирования поступают в зону работы робота без заранее известной ориентации), с изменяющейся номенклатурой изделий и т.д. Роботы III поколения называют интегральными или интеллектными (с элементами искусственного интеллекта) роботами. Для робота III поколения задание на работу вводится человеком в более общей форме, чем для робота II поколения. Интеллектный робот обладает возможностью планировать свои действия в неопределённой и меняющейся обстановке для реализации поставленного человеком задания. Такой робот отличается более развитым очувствлением, микропроцессорной обработкой информации, богатым арсеналом логических операций, системой распознавания обстановки, и даже системой самопрограммирования. Функционально, по внешним результатам, этот робот действует аналогично человеку, который понял поставленную перед ним задачу, воспринял окружающую среду и знает, какие движения необходимо сделать для выполнения заданной работы в неизвестной заранее обстановке. Область применения интеллектных роботов вследствие их широких функциональных возможностей просто необъятна. Следует отметить, что термин "поколение" не означает смену одних поколений роботов другими. Каждое поколение роботов имеет самостоятельное значение и область рационального применения. Естественно, с развитием элементной базы они будут все более и более совершенными, надёжными и быстродействующими.
ЗАХВАТНЫЕ УСТРОЙСТВА ПРОМЫШЛЕННЫХ РОБОТОВ. Механические захватные устройства.
Захватные устройства (ЗУ) предназначены для захвата и удержания объектов манипулирования. Современные промышленные роботы комплектуют типовым набором стандартных захватных устройств, для специальных промышленных роботов захватные устройства могут проектироваться индивидуально. Захватные устройства должны обеспечивать надежный захват и удержание деталей различных по массе, размерам и конструкции (в пределах предусмотренных параметрами робота); стабильность базирования; быстроту переналадки; они не должны повреждать деталь в месте захвата.
На конструкцию захватных устройств влияют система ЧПУ, вид обслуживаемого оборудования, тип робота, серийность производства. Например, робот, обслуживающий группу станков в серийном производстве, должен иметь широкодиапазонные захватные устройства или их автоматическую смену. Захватные устройства для обслуживания патронных токарных станков отличаются по конструкции от захватных устройств, обслуживающих центровые станки. На рис. 170 показана схема работы захватного устройства 6 с зажимными губками 5 при установке заготовки 2 в патрон 1 токарного патронного станка с ЧПУ. Упор 3 с помощью пружины 4 поджимает деталь по торцу в момент смены баз.
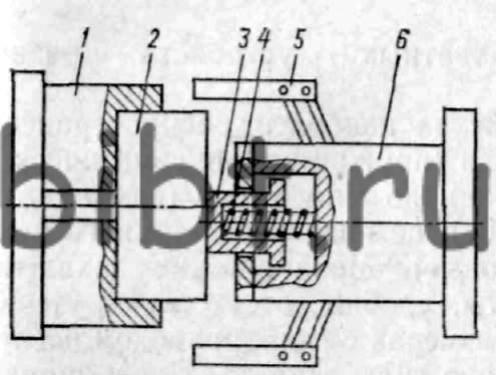
Рис. 170. Захватное устройство для установки заготовки в патрон токарного станка с ЧПУ
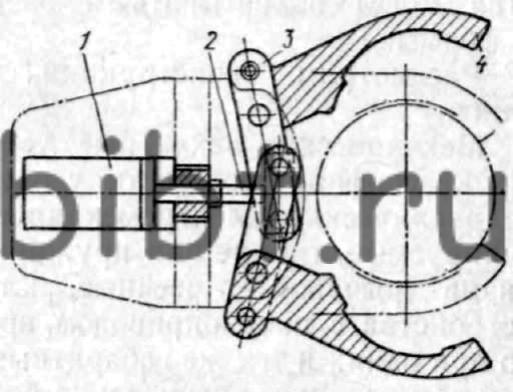
Рис. 171. Захватное устройство с пневмоприводом
Классификация захватных устройств промышленных роботов проводится по многим признакам. Остановимся на некоторых из них. По принципу действия различают захватные устройства механические, магнитные, вакуумные, с эластичными камерами, деформирующимися под действием нагнетаемого внутрь воздуха или жидкости. Захватные устройства всех четырех групп могут быть одно-, двух- и многозахватными.
По характеру базирования различают захватные устройства центрирующие, определяющие положение оси или плоскости симметрии захватываемой заготовки; базирующие, определяющие положение базовой поверхности; перебазирующие; фиксирующие положение объекта, которое тот имел в момент захвата.
По характеру крепления различают захватные устройства несменяемые, сменные, быстросменные, с автоматической сменой.
По виду управления захватные устройства делят на неуправляемые, командные, жесткопрограммируемые, адаптивные. К неуправляемым относятся, например, захватные устройства с постоянными магнитами: чтобы освободить заготовку из захватного устройства, нужно приложить силу, большую, чем сила удержания. Командные захватные устройства получают команды только на захват или отпускание объекта. Жесткопрограммируемые захватные устройства управляются устройством ПУ, определяющим в зависимости от программы величину перемещения губок, силу зажима, взаимное расположение рабочих элементов и т. д. Адаптивные захватные устройства также управляются устройством ПУ и оснащаются датчиками, дающими информацию об объекте и внешней среде, например, о форме поверхности объекта манипулирования или об усилии, возникающем в месте захвата, и т. д. Элементы адаптации предусмотрены, например, в захватном устройстве робота УМ160Ф281.01 (см. рис. 182). Применяют «антропоморфные» захватные устройства, имитирующие кисть руки человека. Например, трехпалое устройство такого типа благодаря сгибанию «фаланг пальцев» может обеспечить 11 степеней подвижности. Каждое звено управляется отдельно и приводится в движение электродвигателями постоянного тока. Такие устройства могут захватывать и базировать детали разных размеров и формы.
Рассмотрим конструкции захватных устройств разных типов.
Механические захватные устройства промышленных роботов наиболее распространены. Их классифицируют по типу привода (пружинные, пневматические, гидравлические, электромеханические), по типу губок (жесткие, регулируемые, гибкие или пружинящие); по виду передаточного механизма (рычажные, реечные, клиновые). Механические захватные устройства с пневмоприводом просты, удобны, отсутствуют утечки, но при одних и тех же габаритных размерах с гидроприводом последний обеспечивает значительно большие силы захвата. Пневмопривод к тому же в отличие от гидропривода не позволяет точно регулировать силу зажима. Рычажное захватное устройство с пневмоприводом для деталей цилиндрической формы показано на рис. 171. На штоке 2 пневмоцилиндра 1 расположены рычаги 3, несущие зажимные губки 4, которые могут быть постоянными или сменными. Профиль губок обеспечивает центрирование захватываемых деталей в широком диапазоне.
Реечные захватные устройства по сравнению с рычажными имеют меньшие габаритные размеры, обеспечивают большее раскрытие губок, однако развивают меньшие силы зажима.
Захватные устройства с электромеханическим приводом встречаются реже. Для заготовок небольшой массы и габаритных размеров могут использоваться захватные устройства одностороннего действия, в которых губки раскрываются или закрываются пружиной.
Чтобы не повредить деталь при зажиме, часто применяют гибкие, эластичные или силораспределяющие захватные устройства. Для взятия хрупких предметов используют губки в виде надувных подушек или надувных пальцев (рис. 172, а). Пальцы выполнены из резины цельными с постепенным переходом тонкостенной части 4 в гофрированную 3 и толстостенную часть 2 (рис. 172, б). При подаче воздуха через канал 1 тонкостенная часть пальца удлиняется больше, чем гофрированная и утолщенная, поэтому происходит деформирование пальцев по линии 5 и зажим детали.

