 2018-02-23
2018-02-23 1541
1541Наиболее широко распространен процесс с использованием одного электрода - однодуговая сварка. Сварочная дуга горит между голой электродной проволокой l и изделием, находящимся под слоем флюса 3 (рис.). В расплавленном флюсе 5 газами и парами флюса и расплавленного металла образуется полость – газовый пузырь 4, в котором существует сварочная дуга. Давление газов в газовом пузыре в сочетании с механическим давлением, создаваемым дугой, оказывается достаточным для оттеснения жидкого металла из-под дуги, что улучшает теплопередачу от нее к основному металлу. Повышение силы сварочного тока увеличивает механическое давление дуги и глубину проплавления основного металла hпр. Кристаллизация расплавленного металла сварочной ванны 7 приводит к образованию сварного шва 6. Затвердевший флюс образует шлаковую корку 8 на поверхности шва. Металлургические взаимодействия между расплавленным металлом и шлаком способствуют получению металла шва с требуемым химическим составом.
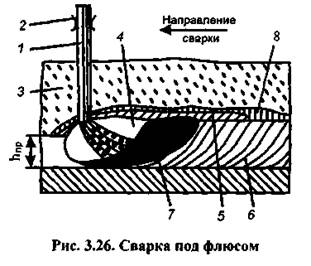
В отличие от ручной дуговой сварки металлическом электродом при сварке под флюсом, так же как и при сварке плавящимся электродом в защитных газах, токоподвод 2 к электродной проволоке осуществляется на небольшом расстоянии (вылет электрода) от дуги (до 70 мм). Это позволяет без перегрева электрода использовать повышенные сварочные токи (до 2000 А).
Сварку под флюсом можно осуществлять переменным и постоянным током. Подача электродной проволоки в дугу и перемещение ее осуществляется специальными механизмами. Существуют разновидности сварки под флюсом, когда в некоторых случаях целесообразно применение двухдуговой или многодуговой сварки.
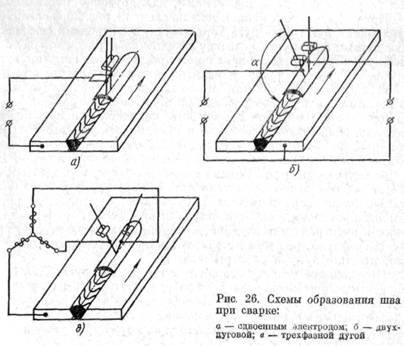
Дуги могут гореть в общую или раздельные сварочные ванны (когда металл шва после первой дуги уже полностью закристаллизовался). При горении дуги в раздельные сварочные ванны оба электрода обычно перпендикулярны плоскости изделия. Изменяя расстояние между дугами, можно регулировать термический цикл сварки, что важно при сварке закаливающихся сталей. Для питания дуг с целью уменьшения магнитного дутья лучше использовать разнородный ток (для одной дуги – переменный, для другой – постоянный).
Форма и размеры шва зависят от многих параметров режима сварки: величины сварочного тока, напряжения дуги, диаметра электродной проволоки, скорости сварки и др. Такие параметры, как наклон электрода или изделия, вылет электрода, грануляция флюса, род тока и полярность и т.п. оказывают меньшее влияние на форму и размеры шва.
С увеличением силы сварочного тока глубина и проплавление возрастает почти линейно до некоторой величины. Это объясняется ростом давления дуги на поверхность сварочной панны, которым оттесняется расплавленный металл из-под дуги (улучшаются условия теплопередачи от дуги к основному металлу), и увеличением погонной энергии. Увеличение плотности сварочного тока (уменьшение диаметра электрода при постоянном токе) позволяет резко увеличить глубину проплавления. Это объясняется уменьшением подвижности дуги. Ширина шва при этом уменьшается.
Род и полярность тока оказывают значительное влияние на форму и размеры шва, что объясняется различным количеством теплоты, выделяющимся на катоде и аноде дуги. При сварке на постоянном токе прямой полярности глубина проплавления на 40-50%, а на переменном – на 15-20% меньше, чем при сварке на постоянном токе обратной полярности.
При увеличении напряжения дуги (длины дуги) увеличивается ее подвижность и возрастает доля теплоты дуги, расходуемая на расплавление флюса (количество расплавленного флюса). При этом растет ширина шва и глубина его проплавления остается практически постоянной.
Строение частиц флюса оказывают заметное влияние на форму и размеры шва. При уменьшении насыпной массы флюса (пемзовидные флюсы) повышается газопроницаемость слоя флюса над сварочной ванной – это приводит к увеличению толщины прослойки расплавленного металла под дугой, а значит, и к уменьшению глубины проплавления.
Техника автоматической сварки. Перед началом автоматической сварки следует проверить чистоту кромок, правильность их сборки и направления электрода по оси шва. Металл повышенной толщины сваривают многослойными швами с необходимым смещением электрода с оси шва. Перед наложением последующего шва поверхность предыдущего тщательно зачищают от шлака и осматривают с целью выявления наличия в нем наружных дефектов.
В начале сварки, когда основной металл еще не прогрелся, глубина его проплавления уменьшена, в связи с чем эту часть шва обычно выводят на входную планку. По окончании сварки в месте кратера образуется ослабленный шов, поэтому процесс сварки заканчивают на выводной планке. Входную и выводную планки шириной до 150 мм и длиной (в зависимости от режима и толщины металла) до 250 мм закрепляют на прихватках до начала сварки. После сварки планки удаляют.
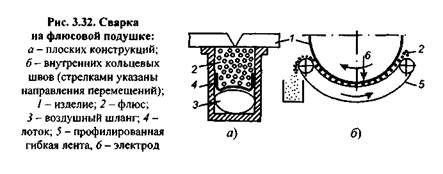
Для улучшения формирования корня шва в увеличенную по глубине формирующую канавку в медной подкладке можно засыпать флюс - так выполняют сварку на флюсомедной подкладке. Односторонняя сварка на флюсовой подушке (рис. 3.32) при плотном поджатии флюса обеспечивает полный провар кромок, хорошее формирование корня шва при меньшей точности сборки кромок толщиной 2 мм и выше. Флюс под стыком поджимается воздухом, подаваемым в шланг 3, а при сварке кольцевых швов - специальной гибкой лентой. Свариваемые листы от перекоса при поджатии флюса должны удерживаться специальными грузами или магнитным полем на специальных магнитных стендах.
Формирование корня шва на флюсовой подушке позволяет выполнять автоматическую сварку однопроходных швов без разделки или с V-образной разделкой кромок на металле толщиной до 15 мм, корневого шва в многопроходных швах с V- или Х-образной разделкой кромок, а также сварку по заданному повышенному зазору без разделки кромок металла толщиной до 50 мм. Применение этого способа в последние годы сокращается из-за трудности плотного поджатия флюса под стык по всей его длине. В местах его неплотного поджатия образуются прожоги.
В односторонних швах не всегда обеспечивается хорошее формирование корня шва. Поэтому в ответственных конструкциях применяют сварку с двух сторон. Лучшие результаты достигаются при предварительной ручной или механизированной подварке корня шва и последующей сварке с обратной стороны швов. После кантовки изделия при первом основном проходе подварочный шов следует полностью переваривать. Подварочный шов часто служит сборочным вместо прихваток.
В зависимости от площади поперечного сечения шва и положения сварки угловые соединения можно выполнять без скоса или со скосом одной из кромок одно- и многослойными швами. Полный провар стыка без скоса кромок можно получить при толщине стенки в тавровом соединении не более 14 мм. Сварку угловых швов выполняют в положении "в лодочку" или наклонным электродом (рис. 3.33).
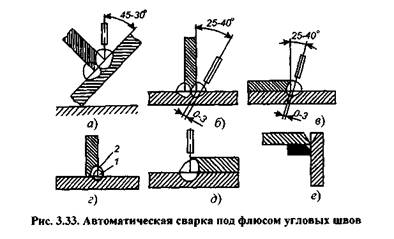


 При положении "в лодочку" (рис. 3.33, а) в один проход можно сваривать швы с катетом до 14 мм, наклонным электродом - до 6 мм. Соединение под сварку следует собирать с минимальным зазором для предупреждения вытекания в него расплавленного металла. При зазоре свыше 1,5 мм с обратной стороны первого шва необходима ручная или механизированная подварка. Подварочный шов должен быть полностью переварен при наложении основных швов. В практике применяют также заделку зазора с обратной стороны асбестовым шнуром, который впоследствии удаляют. В некоторых типах сварных соединений возможно применение медных подкладок (рис. 3.33, е).
При положении "в лодочку" (рис. 3.33, а) в один проход можно сваривать швы с катетом до 14 мм, наклонным электродом - до 6 мм. Соединение под сварку следует собирать с минимальным зазором для предупреждения вытекания в него расплавленного металла. При зазоре свыше 1,5 мм с обратной стороны первого шва необходима ручная или механизированная подварка. Подварочный шов должен быть полностью переварен при наложении основных швов. В практике применяют также заделку зазора с обратной стороны асбестовым шнуром, который впоследствии удаляют. В некоторых типах сварных соединений возможно применение медных подкладок (рис. 3.33, е).








