 2018-02-23
2018-02-23 702
702Расплавленные флюсы образуют шлаки, которые являются проводниками электрического тока. При этом в объеме расплавленного шлака при протекании сварочного тока выделяется теплота. Этот принцип и лежит в основе электрошлаковой сварки (рис. 3.58). Электрод 1 и основной металл 2 связаны электрически через расплавленный шлак 3 (шлаковая ванна). Выделяющаяся в шлаковой ванне теплота нагревает его выше температуры плавления основного и электродного металлов. В результате металл электрода и кромки основного металла оплавляются и ввиду большей плотности металла, чем шлака, стекают на дно расплава, образуя ванну расплавленного металла 4 (металлическую ванну).
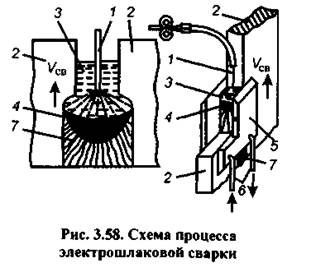
Электродный металл в виде отдельных капель, проходя через жидкий шлак, взаимодействует с ним, изменяя при этом свой состав. Шлаковая ванна, находясь над поверхностью расплавленного металла, препятствует его взаимодействию с воздухом. При правильно подобранной скорости подачи электрода зазор между торцом электрода и поверхностью металлической ванны остается постоянным.
Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания обычно специальными формирующими устройствами – подвижными или неподвижными медными ползунами 5, охлаждаемыми водой 6, или остающимися пластинами. Верхняя кромка ползуна располагается несколько выше зеркала шлаковой ванны. Кристаллизующийся в нижней части металлической ванны расплавленный металл образует шов 7. Шлаковая ванна, находясь над поверхностью металлической ванны, соприкасаясь с охлаждаемыми ползунами, образует на них тонкую шлаковую корку, исключая тем самым непосредственный контакт расплавленного металла с поверхностью охлаждаемого ползуна и предупреждая образование в металле шва кристаллизационных трещин.
Расход флюса при этом способе сварки невелик и обычно не превышает 5 % массы наплавленного металла. Ввиду малого количества шлака легирование наплавленного металла происходит в основном за счет электродной проволоки. Доля основного металла в шве может быть снижена до 10... 20 %.
Вертикальное положение металлической ванны, повышенная температура ее верхней части и значительное время пребывания металла в расплавленном состоянии способствуют улучшению условий удаления газов и неметаллических включений из металла шва.
Отклонение положения оси свариваемого шва от вертикали возможно не более чем на 15° в плоскости листов и на 30... 45° от горизонтали.
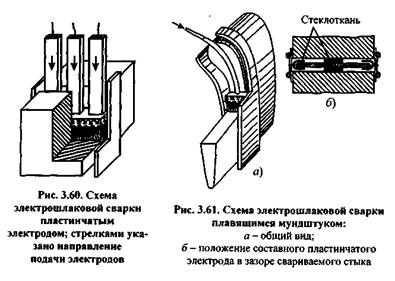
Техника сварки. Электрошлаковый процесс устойчиво протекает при плотностях тока около 0,1 А/мм2 (при дуговой сварке порядка 20... 30 А/мм2). Поэтому возможна замена проволочных электродов на пластинчатые (рис. 3.60) или ленточные электроды. Однако если невозможно использование механизма подачи пластинчатых электродов (недостаток места над изделием и др.) и при сварке изделий сложного сечения 


 (пластинчатый электрод должен быть неподвижен) для компенсации недостатка металла для заполнения пространства между электродами и кромками основного металла, используют способ сварки плавящимся мундштуком. В этом случае пластинчатый электрод по форме может повторять форму свариваемых кромок и быть составным (рис. 3.61).
(пластинчатый электрод должен быть неподвижен) для компенсации недостатка металла для заполнения пространства между электродами и кромками основного металла, используют способ сварки плавящимся мундштуком. В этом случае пластинчатый электрод по форме может повторять форму свариваемых кромок и быть составным (рис. 3.61).
Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного металла зависят от параметров режима сварки. К основным параметрам относятся: скорость сварки VCB, сварочный ток lCB, скорость подачи проволоки (электрода) Vпр, напряжение сварки UCB, толщина свариваемого металла, приходящаяся на один электрод, расстояние между электродами z. Вспомогательные составляющие режима: зазор между кромками bp, состав флюса, глубина шлаковой ванны hШВ, скорость возвратно-поступательных движений электрода, его "сухой" вылет lэ, сечение электродов и др. Глубина шлаковой ванны в зависимости от силы сварочного тока изменяется от 25 до 70 мм. Скорость возвратно-поступательного движения электрода 25... 40 м/ч, "сухой" вылет электрода 60... 80 мм. Скорость подачи электродной проволоки обычно составляет 100…500 м/ч.
Заготовки под сварку следует собирать с учетом усадки стыка после сварки. Для плотного прилегания ползунов и формирующих устройств к кромкам стыка последние зачищают от заусенцев, окалины и т.д. на ширину до 100 мм. Для вывода за пределы шва усадочной раковины в конце шва устанавливают выводные, а вывода непроваров в начале шва - входные планки, которые после сварки удаляют резкой. Для начала сварки в карман, образованный входными планками, засыпают флюс, который плавится сварочной дугой до получения шлаковой ванны требуемых размеров. После этого дуга шунтируется шлаком, и процесс переходит в бездуговой - электрошлаковый. Перед началом сварки можно заливать шлак, расплавленный в специальном кокиле. Для наведения электрошлаковой ванны можно использовать специальные флюсы, электропроводные в твердом состоянии.
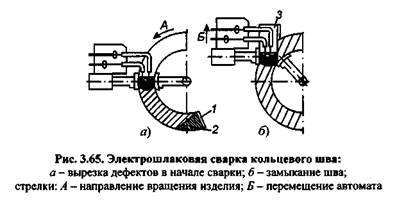
Оригинален процесс сварки кольцевых швов (рис. 3.65). Сварку начинают на входной планке l. В процессе дальнейшей сварки при вращении изделия дефектный участок в начале шва 2 вырезают для замыкания шва. При замыкании шва вращение изделия прекращается и начинается перемещение сварочной установки вверх (стрелка Б на рис. 3.65, б), как при обычной сварке прямолинейного шва. Замыкание шва и вывод усадочной раковины осуществляют с помощью специального кармана из пластин 3 или кокиля.
В процессе электрошлаковой сварки металл шва и околошовной зоны находится длительное время при высоких температурах и подвергается значительному перегреву. В результате происходит разупрочнение сварочного соединения и снижение его ударной вязкости. Для восстановления свойств применяется последующая термообработка. Для снижения длительности пребывания металла при высоких температурах в шлаковую ванну вводят дополнительную присадку в виде порошкообразного материала (рубленая проволока с гранулами 0,2... 1,6 мм) или производят соответствующее принудительное охлаждение поверхности шва и околошовной зоны водяным душем.








