 2020-01-15
2020-01-15 442
442Содержание
1. Введение
2. Основные этапы проектирования приспособления
2.1 Анализ и сбор исходных данных
2.2 Формулирование служебного назначения приспособления
2.3 Разработка принципиальной схемы приспособления
2.3.1 Базирование заготовок в приспособлении
2.3.2 Определение схемы зажима объекта
2.4 Основные расчеты приспособления
2.4.1 Расчет сил зажима
2.4.2 Расчет приспособления на точность
3. Заключение
4. Библиографический список
Введение
Развитие производства во многом определяется техническим прогрессом машиностроения. Увеличение выпуска продукции машиностроения осуществляется за счет интенсификации производства на основе широкого использования достижений науки и техники, применения прогрессивных технологий.
Технологическая оснастка является важнейшим фактором осуществления технического процесса в машиностроении. В промышленности эксплуатируется более 25 миллионов специальных станочных приспособлений. Затраты на изготовление технологической оснастки приблизились к затратам на изготовление металлорежущих станков.
Основную группу технологической оснастки составляют приспособления механосборочного производства. Приспособлениями в машиностроении называются вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций механической обработки, сборки и контроля.
Повышение режимов работы современных станков и механизмов, их качества, надежности и долговечности связано с ужесточением требований к точности деталей машин и механизмов.
Точность механической обработки в значительной степени зависит от станочной оснастки. При обработке заготовки методом пробных проходов точность детали зависит в основном от квалификации рабочих. Применение автоматического метода получения размеров и механизированного закрепления заготовок в приспособлении практически полностью устраняет влияние уровня квалификации рабочего на точность обработки. Качество деталей, в этом случае, в значительной степени зависит от станочного приспособления, его точности, способности сохранять ее в процессе обработки, места приложения и направления усилия зажима и т.д.
Применение приспособлений позволяет: устранить разметку заготовок перед обработкой, повысить точность обработки, снизить себестоимость продукции, облегчить условия работы и обеспечить ее безопасность, расширить технологические возможности оборудования, организовать станочное обслуживание, применить технически обоснованные нормы времени, сократить число рабочих, необходимых для выпуска продукции.
Основные этапы проектирования приспособления
Анализ и сбор исходных данных
В данной работе требуется спроектировать приспособление для изготовления отверстий в детали типа "РЫЧАГ", эскиз которой приведен в приложении.
Технологический переход: сверление отверстий d = 8+0.3, выдерживая размер R = 20±0.2 и угловые меры равные 40°±1° и 25°±1°.
Вид и материал заготовки: Сталь 40. Она относится к группе среднеуглеродистых качественных сталей, которые применяются после дополнительной обработки (нормализации, улучшения и поверхностной закалки) для самых разнообразных деталей во всех отраслях машиностроения. Эти стали в отожженном состоянии хорошо обрабатываются резанием.
Сталь 40 имеет следующие механические свойства:
σв = 58 кгс/мм2 = 570 Мпа,
δ = 19 %.
Режущий инструмент: сверло спиральное ¢8х132 ГОСТ 886-77Р6М5.
Вспомогательный инструмент: патрон цанговый диаметром до 10 мм.
Тип станка: радиально-сверлильный станок 2525 с рабочим столом 926х1710, с тремя Т-образными пазами, отстоящими на расстоянии 280 мм друг от друга (рис.2.1).
а б
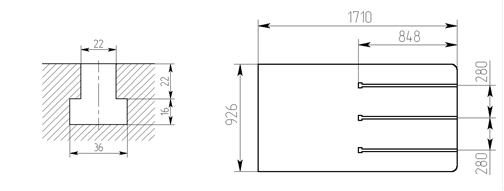
Рис. 2.1. Т-образный паз (а) и рабочий стол (б) радиально-сверлильного станка 2525
Расстояние от верхнего положения шпинделя до плиты 1300 мм, от нижнего положения - 530 мм. Ход шпинделя 300 мм. Наибольший диаметр сверления по стали 35 мм.
Режим резания: подача S = 0.14 мм/об.








