 2020-01-15
2020-01-15 135
135
Контроль, якому піддаються кожен вузол і кожна машина, має за мету перевірити відповідність форми, відносного положення і переміщення їх виконавчих поверхонь встановленим нормам.
Ефективність будь-якого контролю тим вища, чим ближчі результати вимірювань параметрів, що контролюються, до їх дійсних значень.
Ступінь наближення виміряного значення до дійсного залежить від наступних факторів:
– розкриття суті параметра, що контролюється, і явищ, що породжують виникнення похибок;
– правильності виявлення взаємозв’язку різних параметрів та вміння відокремити параметр, що контролюється;
– правильності вибору чи розробки засобів контролю;
– техніки здійснення контролю.
Правильна і чітка термінологія розкриває суть параметра, що контролюється. Основні терміни, що характеризують відхилення форми, відносне положення і переміщення поверхонь деталей, встановлені державними стандартами.
Проте, для успішного здійснення контролю ще недостатньо розуміти суть параметра, що контролюється. Необхідно бачити і враховувати взаємозв’язок параметра, що контролюється, з іншими параметрами, що впливають на точність машини. Наприклад, точність визначення відстані між двома плоскими поверхнями деталі залежить від точності повороту (взаємного положення) і форми цих поверхонь. Тому, в першу чергу, необхідно контролювати форму, потім – поворот, і в останню чергу – відстань між плоскими поверхнями.
Згідно визначення державного стандарту, радіальне биття є результатом спільного прояву відхилення від циліндричності поверхні та неспівпадання осі поверхні, що контролюється, з віссю обертання деталі. Це неспівпадання складається з відносного зміщення і повороту осей 1 і 2 у просторі (рис. 3). Тому робити висновок про радіальне биття будь-якої поверхні деталі можна не взагалі, а лише відносно до перерізу, в якому здійснюється контроль.
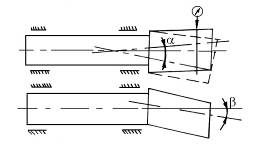
Рис. 3. Неспіввісність шийок вала у двох координатних площинах
Щоб отримати при контролі найбільш повне уявлення про значення параметра, що контролюється, необхідно виключити, наскільки це можливо, вплив похибок взаємозв’язаних з ним параметрів. Наприклад, співвісність переднього і заднього центрів токарного верстата звичайно перевіряють за допомогою оправки, закріпленої в центрах. Переміщуючи вздовж по оправці розташовані в двох координатних площинах і встановлені на супорті індикатори, роблять висновки про величину і напрямок відхилення від співвісності центрів (рис. 4, а). Але аналогічні покази можуть дати індикатори за наявності повороту осі оправки відносно напрямних станини при абсолютній співвісності центрів (рис. 4, б). Тому, перш ніж приступати до перевірки співпадання осей центрів у передній і задній бабках токарного верстата, необхідно забезпечити паралельність осей отворів під центри в шпинделі і пінолі в більш жорстких межах у порівнянні з допустимим відхиленням від співвісності центрів.
Контроль деяких параметрів потребує матеріалізації геометричних представлень (наприклад, відстань між осями двох отворів, відхилення від площинності поверхні деталі).
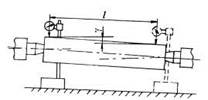
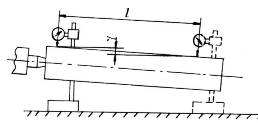
а) б)
Рис. 4. Перевірка співвісності центрів токарного верстата за допомогою оправки l – довжина вимірювання; γ – різниця показів індикаторів
Геометричні представлення матеріалізують за допомогою спеціальних деталей або пристосувань (оправки, контрольні плити тощо).
Оскільки все це пов’язано із введенням у вимірювальні розмірні ланцюги додаткових ланок, які мають похибки, то велике значення має власна точність всіх деталей і пристосувань, що використовують при перевірках, а також точність їх встановлення. За цих умов вважається допустимою похибка розпізнання параметра, що контролюється, яка не перевищує 10…20 % його поля допуску.
Випробовування машин
Метою випробовування машин є перевірка правильності роботи і взаємодії всіх механізмів машини, перевірка її потужності, продуктивності та точності. Таким чином, випробовування машини є перевіркою якості машини, одержаної в результаті всього виробничого процесу її виготовлення.
В залежності від виду, призначення та масштабу випуску машини проходять випробування на холостому ходу (перевірка роботи механізмів і паспортних даних) і в роботі під навантаженням, а також випробовування на продуктивність, жорсткість, потужність та точність.
Випробовування на холостому ходу. При цьому випробовуванні перевіряють всі включення і переключення органів керування та механізмів машини, правильність їх взаємодії та надійність блокування, безвідмовність дії та точність роботи автоматичних пристосувань. Разом з тим перевіряють додержання норм правильності роботи підшипників, зубчастих коліс.
Випробовування машин під навантаженням повинні виявити якість її роботи у виробничих умовах, близьких до умов експлуатації. Під навантаженням на певних режимах, що встановлюються технічними умовами або правилами, випробовують всі машини.
Випробовуванню на продуктивність піддають звичайно не всі машини, а лише машини спеціального призначення та дослідні зразки. В процесі випробовування виявляють, чи відповідає продуктивність виготовленої машини вимогам замовлення, чи має машина потрібну швидкість.
Випробовування на жорсткість. На жорсткість випробовують головним чином верстати. В наш час норми жорсткості та методи випробовування широкого кола верстатів стандартизовані.
Випробовування на потужність. Цим випробовуванням піддають всі машини при одиничному виробництві і всі або вибірково машини, виготовлені серійно. Не випробовують на потужність машини простої конструкції, а також машини, що заздалегідь мають великий запас потужності.
Мета випробовування машини на потужність – визначити її коефіцієнт корисної дії при максимально допустимому навантаженні. Навантаження машині створюють за допомогою спеціальних гальмівних пристосувань, які відтворюють максимальні сили, що виникають при експлуатації машини.
Випробовування на точність. На точність випробовують звичайно машини, які виробляють, сортують та контролюють продукцію (верстати, преси та ін.). Контроль машин на точність повинен дати заключну оцінку якості машини, її спроможності виробляти продукцію потрібної якості. Тому оцінку точності машини при проведенні випробовувань дають за результатами досягнення нею точності виконання роботи.
Для машин поширених типів (токарні, фрезерні та інші верстати) порядок проведення випробовувань на точність, зразки деталей, що виготовляються, і точність обробки зразків регламентовані державними стандартами.
Для оригінальних машин програму і режими випробовувань розробляють в залежності від їх призначення, конструкції та потрібної точності.








