 2020-01-15
2020-01-15 190
190
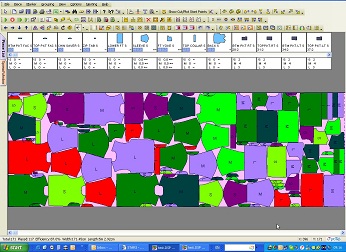
На рисунке изображен экран компьютера, на котором выполняется раскладка лекал. Этот вид работ входит в операцию «Нормирование сырья» экспериментального цеха.
Сущность раскладки заключается в определении наиболее экономичного расположения комплекта лекал одного или нескольких размеров и длин изделия, которое бы обеспечило минимальный расход ткани на изделие.
При использовании систем автоматизированного проектирования одежды раскладка лекал производится на экране компьютера. Для этого экран делится на две части. В верхней располагаются детали кроя, которые необходимо выложить в раскладку; в нижней изображена рамка раскладки, то есть область в виде незакрытого с одной стороны по длине прямоугольника, соответствующего по ширине параметру материала, из которого будет изготавливаться модель изделия.
Задачей работника является перетаскивание деталей кроя с помощью мышки из одной зоны экрана в другую и плотном их расположении, так, чтобы зазоры (межлекальные отходы) между деталями были минимальными. При этом заранее устанавливаются параметры выполнения раскладки, например, отклонение от направления нитей основы или расположение деталей в одном направлении (что актуально при наличии на ткани ворса, разнооттеночности или направленного рисунка)– и компьютер сам будет отслеживать, чтобы эти параметры выполнялись в точности.
Раскладка может производиться и в автоматическом режиме.
Существует два режима выполнения раскладки: бросание и выталкивание.
В режиме бросания лекала располагаются в свободном месте поля раскладки, затем указывается направление бросания, и программа самостоятельно определяет место лекала, в котором оно касается контура других лекал без перекрытия.
В режиме выталкивания лекало перетаскивается в зону раскладки с перекрыванием уже лежащих там лекал, и система «выводит» его на свободное место без перекрывания соседних контуров.
Процедура раскладки лекал напрямую связана с работой автоматизированного раскройного комплекса (АРК), так как контуры расположенных в раскладке лекал являются основой для разработки маршрута движения раскройной головки комплекса. Маршруты могут задаваться в автоматическом режиме, и тогда оператор определяет наиболее экономичный маршрут. Второй вариант – оператор определяет маршрут резания в ручном режиме, указывая в какой последовательности комплексом должны вырезаться детали и проставляться надсечки
Перечислите известные вам основные производственные характеристики АРУ. Объясните, какое влияние они оказывают на организацию процессов раскроя на предприятии. Назовите системы автоматизации процессов швейного производства, с которыми осуществляется взаимодействие АРУ. Опишите взаимосвязи, существующие между этими системами.
Основными производственными характеристиками АРУ являются:
· назначение оборудования (работает с текстилем определенного вида, кожей или универсальное; предназначено для раскроя одного слоя материалов или настила);
· точность резания (точность выполнения раскроя);
· максимальная высота настила в сжатом состоянии;
· ширина и длина зоны раскроя и всего оборудования;
· максимальная скорость раскроя;
· особенности конструкции оборудования, в том числе раскройного стола;
· напряжение питания;
· уровень шума;
· дополнительные материалы для обеспечения работы АРК.
Каждая из этих характеристик оказывает влияние на организацию процессов раскроя на предприятии. Так, для крупных предприятий с широким ассортиментом пошиваемой продукции предпочтительны универсальные раскройные комплексы с переналадкой параметров в зависимости от свойств раскраиваемых тканей. На предприятиях по изготовлению одежды из натуральной кожи могут использоваться небольшие комплексы, раскраивающие изделия в один слой с отрисовкой конфигурации детали лазерным лучом до раскроя, так, чтобы оператор мог определить рациональность использования той или иной части шкуры.
Значение максимальной высоты настила в сжатом состоянии и максимальной скорости раскроя показывает на производительность раскройного комплекса: чем больше эти параметры, тем эффективнее использование комплекса на крупных предприятиях, а для малых предприятий с небольшими объемами производства высота настила имеет меньшее значение.
Ширина и длина зоны раскроя и всего оборудования позволяют понять, можно ли вписать раскройный комплекс в площадь цеха, а также ограничивает возможности раскроя настилов с определенными параметрами по длине и ширине.
Особенности конструкции оборудования связаны, как правило, с возможностями модификации комплекса для его более удобного использования. Так, конструкция раскройного стола может быть модульной, что позволяет изменить длину раскройного стола в случае необходимости до определенной величины. Еще один пример: как правило, автоматизированные раскройные комплексы используются в составе с автоматизированными настилочными комплексами. В современных системах один раскройный комплекс может обслуживать два настилочных, так как имеется модуль перемещения режущей головки или всей раскройной составляющей оборудования. Такой подход позволяет сократить простои раскройного оборудования, так как процесс настилания является более длительным, чем процесс раскроя.
Точность резания – важный параметр, зависящий от ряда факторов, таких как скорость резания, кривизна участка резания, свойства материала и др. Как правило, современные АРК дают более точный крой, чем возможно получить при традиционных методах раскроя.
Параметры «напряжение питания» и «дополнительные материалы для работы АРК» сигнализируют об условиях, необходимых для работы АРК. Параметр «уровень шума» имеет значение для соблюдения гигиенических требований к работе в раскройном цехе.
АРК связаны с работой других систем автоматизации процессов в швейном производстве. Самые значимые связи АРК имеет с САПР одежды и АНК.
САПР одежды - это система автоматизированного проектирования одежды. В этой системе производится разработка конструкции модели, ее градация, разработка раскладки лекал и, на этой основе, создание управляющих программ для автоматизированного раскроя. Эта программа передается на АРК по внутренней сети предприятия или на съемном носителе (диске, флешке).
АРК обычно поставляются на предприятие вместе с автоматизированными настилочными комплексами (АНК). Вместе такое оборудование получило название автоматизированный настилочно-раскройный комплекс (АНРК). Настилы, выполняемые первой, настилочной частью комплекса, раскраиваются на второй, при чем один раскройный комплекс может обслуживать несколько настилочных.








