 2020-01-15
2020-01-15 113
113ОБЩАЯ ЧАСТЬ
Введение
Тема дипломного проекта:”Спроектировать участок и разработать технологический процесс изготовления детали № КБПА 451164.011 “Экран”.
Данную деталь получают холодной листовой штамповкой, которая является одним из наиболее прогрессивных технологических методов производства; она имеет ряд преимуществ перед другими видами обработки металлов, как в техническом, так и в экономическом отношении.
В техническом отношении холодная штамповка позволяет:
1. получать детали весьма сложных форм, изготовление деталей другими методами обработки невозможно или затруднено;
2. создавать простые и жёсткие, но легкие по массе конструкции деталей при небольшом расходе материала;
3. получать взаимозаменяемые детали с достаточно высокой точностью размеров, преимущественно без последующей механической обработкой.
В экономическом отношении холодная штамповка обладает преимуществами:
1.экономичным использованием материала и сравнительно небольшими отходами;
2. весьма высокой производительностью оборудования, с применением механизации и автоматизации производственных процессов;
3. массовым выпуском и низкой стоимостью изготавливаемых изделий;
Наибольший эффект от применения холодной штамповки может быть обеспечен при комплексном решении технических вопросов на всех стадиях подготовки производства, начиная с создания технологичных конструкций или форм деталей, допускающее их экономичное изготовление.
По характеру деформаций холодная штамповка расчленяется на две основные группы: деформация с разделением материала и пластические деформации.
Первая группа объединяет деформации, которые приводят к тесному разделению материала путем среза и отделения одной его части от другой.
Группа пластических деформаций холодной листовой штамповки включает операции по изменению формы гнутых и полых листовых деталей.
Штамповка деталей путем выполнения нескольких раздельных операций в большинстве случаев технологически не выгодно, и по этому применяют методы комбинированной штамповки, одновременно сочетающее две или несколько из указанных деформаций и отдельных операций. Кроме того, на производстве используют сборочно-штамповачные операции, основанные на применении деформации гибки, формовки или отбортовки. Кроме штамповочных операций в холодной штамповке применяют заготовительные, давильно-накатные, вспомогательные, термические и отделочные операции.
Общие сведения об изготавливаемой детали и анализ ее технологичности
Деталь № КБПА 451164.011 “Экран” изготавливается из стали 12Х18Н10Т ГОСТ 4986-79.
Данная сталь является тонколистовой, легированной, конструкционной, качественной, с содержанием углерода до 0,12%.
“Экран” применяется в турбокомпрессоре ТКР 7.1.
Данная деталь имеет цилиндрическую форму с пробитым в центре дна отверстием диаметром 21,5 мм.
Деталь является технологичной, так как форма детали простая без узких и широких прорезей и выступов.
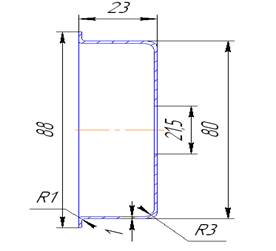
Рисунок 1.1 - Эскиз детали
Механические свойства и химический состав стали 12Х18Н10Т приведены в таблице 1.1 и 1.2.
Таблица 1.1 – механические свойства стали 12Х18Н10Т.
| Сопротивление Срезу σср, кгс/мм2 | Предел прочности σв, Кгс/мм2 | Относительное удлинение δ, % | |
| δ | δ | ||
| 20 | 53 | 40 | - |
Таблица 1.2 – химический состав стали 12Х18Н10Т.
| Cr | Ni | Ti | C | Si | Mr | S | P | Cu |
| 17-19 | 9-11 | 5c-08 | Не более | |||||
| 0,12 | 0,8 | 2 | 0,020 | 0,035 | 0,30 | |||
Технологические свойства стали 12Х18Н10Т
1. Температура закалки,0C:1050-1080 0C,охлаждение водой.
2. Сворачиваемость - сворачивается без ограничений. Способы сварки: РДС, ЭШС и КТС.
3. Обрабатываемость резанием - в закаленном состоянии при HB=169 и σв=610 Мпа, Кυ тв. спл.=0,85, Кυ б. спл.=0,35.
4. Флокеночувствительность - не чувствительна.








