 2020-01-14
2020-01-14 199
199После обработки шестерни в блоке цементации, она переходит в следующий блок – закаливание. Однако перед этим системе должно быть подано сообщение об освобождении первого блока обработки. Это делается с помощью оператора RELEASE (Освободить).
RELEASE 1
Следует подчеркнуть, что парные операторы QUEUE и DEPART для каждой очереди должны иметь одно и тоже, но свое уникальное имя. Тоже самое касается и операторов SEIZE и RELEASE.
Далее шестерни поступают во второй блок обработки. Это может быть смоделировано так же как и для первого блока, и будет выглядеть так:
QUEUE ZAK
SEIZE 2
DEPART ZAK
Time_ZAK ADVANCE 10,6
RELEASE 2
Так как в условии задачи было указано, что шестерни с временем обработки больше 25 мин покидают участок, а шестерни с временем обработки меньше 25 мин передаются на повторную закалку, то логичнее этот процесс представить с помощью оператора TEST (Сравнение). В данной задаче мы используем оператора TEST LE (Аменьше или равно В),сравним значение А и В.
TEST LE (Time_CEM+Time_ZAK),25,EXI
TEST L (Time_CEM+Time_ZAK),25,ZAK
Операнды А и В – имена СЧА, которые сравниваются. Вспомогательный оператор Х указывает способ сравнения этих двух СЧА дpyг c другом.
После сравнения шестерни с временем обработки меньше 25 мин передаются на повторную закалку. Это выглядит так:
QUEUE ZAK
SEIZE 2
DEPART ZAK
ADVANCE 10,6
RELEASE 2
Далее требование выходит из системы с помощью оператора TERMINATE, который записывается в таком виде:
EXI TERMINATE 1
И наконец, последний оператор - управляющая команда START - определяет, сколько, деталей поступит в процессе моделирования системы:
START 400
Листинг
; GPSSW OBR.GPS
* Моделирование термической обработки шестерней *
* *
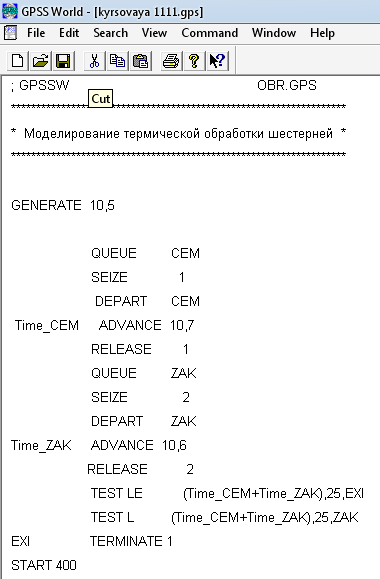
Рис. 2 Программа моделирования термической обработки
Итоговая информация
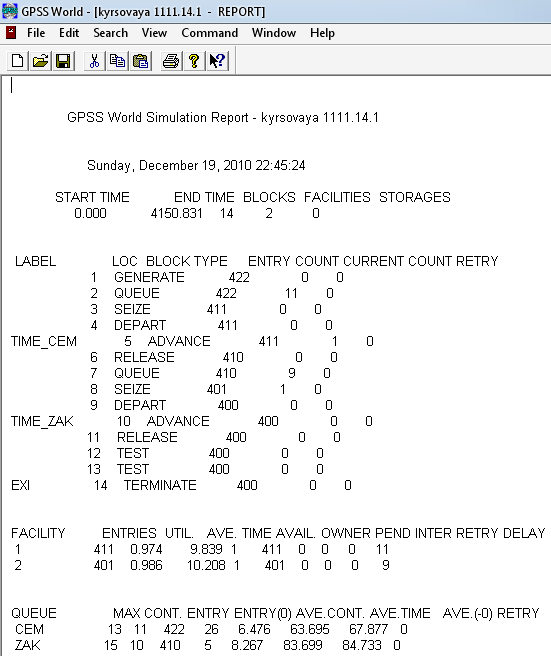
Рис. 3 Окно REPORT с результатами моделирования системы
В верхней строке указывается:
- START TIME (Начальное время) – 0.000
- END TIME (Время окончания) – 4150.831
- BLOCKS (Число блоков) – 16
- FACILITIES (Число каналов обслуживания) – 2
- STORAGES (Число накопителей) – 0
Ниже указываются результаты моделирования для всех каналов обслуживания (FACILITY) под присвоенными нами именами соответственно 1 и 2:
- ENTRIES (Число входов) –411,401
- UTIL. (Коэффициент использования) – 0.974,0.986
- AVE.TIME (Среднее время обслуживания) –9.839,10.208
- AVAIL. (Доступность) – 1
- OWNER (Возможное число входов) – 411,401
- PEND – 0
- INTER – 0
- RETRY (Повтор) – 0
- DELAY (Отказ) – 11,9
Еще ниже указываются результаты моделирования агрегата (QUEUE) под присвоенными нами именами соответственно CEM и ZAK
- MAX (Максимальное содержание) – 13,15
- CONT (Текущее содержание) – 11,10
- ENTRY (Число входов) – 422,410
- ENTRY (0) (Число нулевых входов) – 26,5
- AVE. CONT (Среднее число входов) – 6.476,8.267
- AVE. TIME – 63.695,83.699
- AVE.(-0) – 67.877,84.733
- RETR
Заключение
В данном курсовом проекте был смоделирован процесс термической обработки шестерен. Шестерни, поступая на участок, проходили цементацию, а затем и закаливание. В процессе обработки подсчитывалось затраченное время. Если время обработки шестерен составляло меньше 25 минут, то данные детали отправлялись на повторную закалку.
Текстом задания было задано время поступления шестерен, время цементации и закаливания. С целью качественного выпуска деталей, было предусмотрено ограничение по времени. Хорошие детали на выпуск проходили термическую обработку за врем, которое составляло t ≥ 25 минут, соответственно детали не прошедшие по условию проходили повторную (дополнительную) закалку и только потом отправлялись на выпуск.
Работа участка термической обработки смоделирована для 400 шестерен, после чего системой моделирования GPSS был сгенерирован отчет.
В пояснительной записке представлен листинг программы, с помощью которой мы смоделировали процесс термической обработки шестерен, а также отчет по данной программе.
Список используемой литературы
1. Авдеев О.Н., Мотайленко Л.В. Моделирование систем Учебное пособие. СПб.: Изд-во СПбГТУ, 2001.
2. Боев В.Д. Моделирование систем. Инструментальные средства GPSS World Учебное пособие, БХВ-Петербург, 2004 г.
3. Кудрявцев Е.М. GPSSW World Основы имитационного моделирования различных систем. – М.: ДМК Пресс, 2004.
4. В. Томашевский, Е. Жданов, Имитационное моделирование в среде GPSS. – М.: Бестселлер, 2003.








