 2020-01-14
2020-01-14 1281
1281Содержание.
Введение. 4
1.Конструкция гребного вала и способы крепления гребных валов в дейдвудной трубе 5
2.Требования, предъявляемые к установке гребных валов 7
3.Методы и способы погрузки, транспортировки, установки, и монтажа гребного вала. Описание выбранного метода погрузки гребного вала 8
4.Технологический процесс монтажа 16
5. Результирующая таблица 19
6. Описание средств технологического оснащения 20
7. Расчет канатов строп 21
8. Требования техники безопасности и защита окружающей среды. 30
Вывод 31
Список литературы 32
Введение.
Валопровод предназначен для передачи крутящего момента (мощности) от главного двигателя к движителю, а также для восприятия упорного давления, создаваемого движителем, и передачи его от движителя корпусу судна. Это сложная и ответственная конструкция из нескольких жестко соединенных между собой валов, опирающихся на подшипники, установленные на специальных опорах -фундаментах. Валопровод изгибается вместе с изгибом корпуса судна и испытывает при вращении вокруг своей оси большие знакопеременные нагрузки. В связи с этим к конструкции, прочности и качеству монтажа этого важнейшего узла, обеспечивающего ход судна, предъявляются особенно высокие требования, несоблюдение которых может привести к серьезным повреждениям судна.
В данном курсовом проекте рассмотрен технологический процесс монтажа гребного вала траулера. Характеристики данного судна:
Водоизмещение – D = 7 т. т.
Скорость судна – U = 12узлов
Двигатель – четырехтактный дизель наддувом
Длина – 98,2м
Ширина-17,6м
Осадка- 6,7м
Длина валопровода – 17,4м
1. Описание конструкции гребного вала и способы крепления гребных валов в дейдвудной трубе
Гребной вал является концевым валом валопровода и устанавливается в дейдвудной трубе или в специальном кронштейне. Кормовой конец вала, выходящим наружу, выполнен конусным; на него напрессовывают гребной винт. Если предусмотрена установка винта регулируемого шага (ВРЩ), то гребной вал вместо конуса имеет фланец для присоединения ступицы ВРЩ. Носовой конец гребного вала с помощью муфты соединён с первым промежуточным валом..
Опорой гребного вала является дейдвудное устройство. Дейдвудное устройство является одним из основных элементов валопровода. Простейшее дейдвудное устройство состоит из трубы с фланцем. В трубу запрессованы втулки с вкладышами. Носовой конец дейдвудной трубы уплотнен дейдвудным сальником. Носовой фланец дейдвудной трубы крепится к стальному приварышу кормовой водонепроницаемой переборки. На кормовом фланце трубы имеется кольцевой выступ, которым он упирается в торец ахтерштевня (или мортиры) и закрепляется снаружи гайкой. Бронзовые втулки, запрессованные внутрь трубы с ее носового и кормового концов, являются подшипниками гребного или дейдвудного вала. Внутри втулок закреплены подшипники, набранные из планок твердой древесины - бакаута. В настоящее время вместо дорогостоящего бакаута иногда применяют вкладыши из древеснослоистого пластика, лигнофоля (пропитанного смолами и спрессованного в горячем состоянии фанерного шпона), текстолита (слоистого пластика, полученного в результате прессования ткани, пропитанной смолами) или специальных резинометаллических планок из водостойкой твердой резины, закрепленных во втулке винтами. В таких подшипниках сама вода является смазочным материалом. Погрешности корпусных работ компенсируют за счет заполнения установочных зазоров полимерными материалами. К числу таких способов относится установка дейдвудной трубы на пластмассе ЖМ-150 ПМ.

Гребной вал в дейдвудной трубе
2. Требования, предъявляемые к установке валов.
1 Требования к готовности заказа и его состоянию при монтаже валопровода.
1.1 Поверхности мортир, не являющиеся посадочными, окрашиваются ПФ-115.
1.2 Посадочные пояса мортиры и промежуточной втулки подшипника перед заполнением полимерным материалом очищаются и промываются уайт-спиритом по ГОСТЗ134-78.
1.3 Перед монтажом на пластмассе подшипников гребного вала, поверхности мортир и гильз, соприкасающихся с пластмассой, добреструятся.
2 Требования к погрузке (заводке) гребного вала в кронштейны и дейдвудное устройство.
2.1 До заводки гребного вала в неметаллические подшипники поверхность набора подшипников и облицовок вала покрывать слоем смазки солидол жировой ГОСТ 1033-79. Резино-металлические подшипники и облицовки заводимых в них валов покрыть густым мыльным раствором.
2.2 Перед заводкой гребного вала в дейдвудное устройство с металлическими подшипниками вал быть покрыть смазочным маслом, используемым в системе смазки дейдвудного устройства..
2.1Технические требования:
1. Монтаж гребного вала, монтаж подшипников, заливку пластмассы производить в соответствии с ОСТ 5.4087 - 73, ОСТ5.4471.0-91.
2. Диаметральный зазор в подшипниках между облицовками гребного вала и вкладышами из бакаута замеренный сверху должен быть менее 19 мм.
3. Бакаут в подшипниках гребного вала постоянно содержать во влажном состоянии.
4. Крепежные изделия классов прочности 8,46 по ОСТ 5. 9035 - 80.
5. Дробеструйную подготовку поверхностей мортир, соприкасающихся с пластмассой, производить непосредственно перед монтажом подшипников гребного вала.
6. Шпильки и гайки ставить на белилах по ГОСТ 482 - 77.
7. При монтаже конусных колец допускается их разрезать на 2 полукольца или 3 сегмента, зазор между сегментами не более 10мм.
8. Температура окружающей среды при монтаже должна быть не менее 5°С.
9. Несоосность центров уплотнения и вращающегося в нем вала не должен превышать 20 - 25% от диаметрального зазора.
10. Подача пластмассы в монтажный зазор должна осуществляться сверху.Не допускается выхода пластмассы из выпаров, ближайших к заливочном отверстию. Пластмассу в монтажном зазоре выдерживать под давлением от 1,0 до 1,5 МПа не менее 4 часов. Допускается падение давления пластмассы до 0,5 МПа.
3. Методы и способы погрузки, транспортировки, установки и монтажа гребного вала. Описание выбранного метода погрузки гребного вала
Погрузку и заводку гребных валов допускается производить без гребных винтов, либо в сборе с ними, а также со снятыми или установленными съемными лопастями. Для гребных валов с регулируемым шагом, рекомендуется погрузку и заводку гребного вала выполнить в сборе со ступицей и лопастями.
Соединение гребного и дейдвудного валов часто осуществляют с помощью двух конусов: наружного - на носовом конце гребного вала и внутреннего - в специально утолщенной части кормового конца дейдвудного вала. Установка специальной чеки и плотная посадка конусов обеспечивают совместную работу обоих валов без проворачивания в конусном соединении. Рабочие шейки концевых валов облицованы бронзовыми рубашками, если вал работает во втулках, набранных из планок текстолита или лигнофоля.
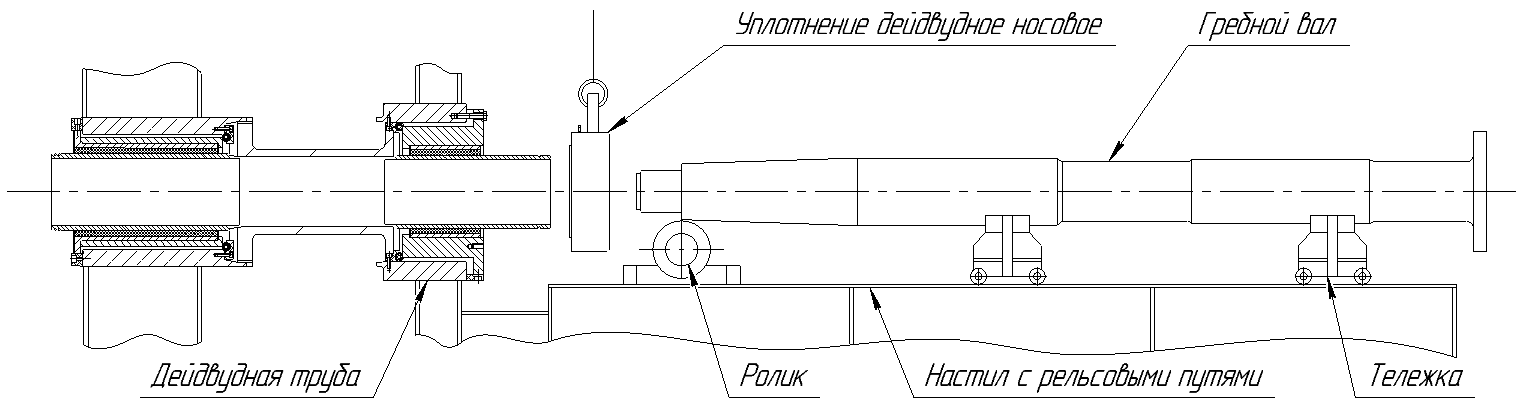
В данном технологическом процессе используется метод погрузки гребного вала с применением траверсы с раскреплением вала в двух опорных точках.
В качестве опоры вне заказа при перемещении вала в осевом направлении используются две тележки.
В качестве опоры внутри заказа при перемещении вала в осевом направлении используются три тележки.
Заводка гребного вала в дейдвудную трубу осуществляется с помощью тали г.п. 1000кг, закрепленной одним концом на прочном корпусе внутри заказа, другим, через строп, к носовому концу гребного вала.
Технология погрузки и заводки гребного вала в кронштейны и дейдвудное устройство.
Погрузить, собрать и закрепить эстакаду, средства транспортировки гребного вала. Расконсервировать, очистить, продуть сжатым воздухом и смазать посадочные поверхности кронштейнов, и дейдвудного устройства в соответствии с требованиями нормативно технической документации. Расконсервацию производить салфетками, смоченными бензином растворителем по ГОСТ 3134-76, или моющими растворами в соответствии с требованиями нормативно технической документации.
Заводка гребного вала в дейдвудное устройство со стороны машинного отделения
Перед расконсервацией проверить наличие заглушек на трубопроводе для подвода охлаждающей воды или масла. Продуть кронштейны и дейдвудные устройства сжатым воздухом, снять заглушки и проверить чистоту внутренних поверхностей трубопровода для подвода охлаждающей воды или масла. В случае отсутствия заглушек или обнаружения грязи производится дополнительная очистка каналов. На резьбовую часть хвостовика гребного вала установить такелажные рамы.








