 2020-01-14
2020-01-14 570
570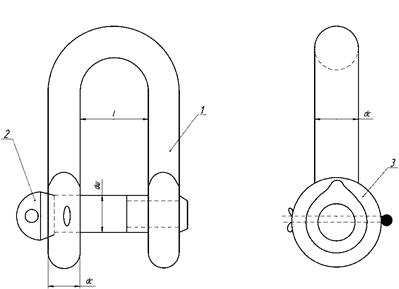
Рисунок 4. Скоба такелажная: 1-ветвь 2-штырь 3-бобышка.
1. Подбираем такелажную скобу (рисунок 4) для усилия 
2. Находим нормальное напряжение растяжения в ветви скобы
 ,
,
где площадь сечения ветви скобы
 - диаметр ветви скобы
- диаметр ветви скобы
3. Рассчитываем нормальное напряжение от изгиба в штыре скобы. Для этого вначале определяем изгибающий момент и момент сопротивления сечения штыря


 - длина штыря между ветвями скобы
- длина штыря между ветвями скобы
 - диаметр штыря
- диаметр штыря
Нормальное напряжение от изгиба в штыре

4. Определяем напряжение на срез в штыре скобы
 ,
,
где площадь сечения штыря

5. Подсчитываем нормальное напряжение от смятия в отверстиях скобы

 - толщина бобышки скобы для штыря, соответствует диаметру ветви скобы (
- толщина бобышки скобы для штыря, соответствует диаметру ветви скобы ( )
)
Выбранная скоба удовлетворяет условию прочности и может быть использована при погрузке и монтаже данного котлоагрегата.
Расчёт обуха.
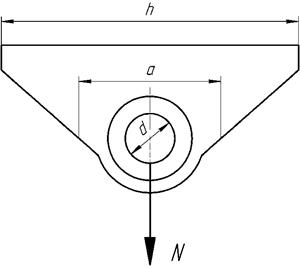
Рисунок 5. Обух.
Конструктивно примем h=160 мм, а=80мм, S= 10мм, d=26мм. Обух приваривается вертикально к подволоку, следовательно, на него действует одна сила, направленная вертикально вниз и численно равная весу котлоагрегата. Произведём расчёт на срез:
Проверка обуха на срез:

Проверка обуха на смятие:

Обух удовлетворяет условию прочности.
Вывод: на данном этапе подготавливают оснастку и прорабатывают схему погрузки котлоагрегата на плавдок. Осуществляется погрузка в зону монтажа.
Базирование.
Базирование вспомогательных механизмов на судне состоит в определении положения механизмов на фундаменте путем совмещения ориентирующих элементов местной и общей технологических баз.
Для механизмов, имеющих строгую связь с координатами судна и судовым оборудованием, необходимо обеспечить стабильное положение с минимальными отклонениями от заданных координат. Отклонения в положении этих механизмов приводят к тому, что рядом расположенное оборудование судна не может быть установлено на место, указанное в чертеже.
Стабильное положение механизмов способствует уменьшению доли ручных работ «по месту» на судне, сохраняет положение центра тяжести судна близким к расчетному и улучшает условия балластировки судов. В период подготовки монтажной базы и в других случаях возникает необходимость материализовать теоретические линии, для этого по соответствующим плазовым точкам в переборках сверлят отверстия диаметром до 3 мм и с помощью натяжного устройства натягивают струну (стальную проволоку диаметром 0,5-1 мм).
Установку котла на судне с эксплуатационным дифферентом от 0° до 2° производить без предварительного уклона (ß= 0°) по отношению к основной плоскости судна. На судах с эксплуатационным дифферентом от 2° до 5° установку котла производить с предварительным уклоном в нос на угол ß в соответствии со значениями приведёнными в таблице 1.
Таблица 1.
| Эксплуатационный дифферент судна, δ | Угол установки котла, ß | Размер а, мм | |
| ном. | доп. | ||
| до 2°00’ | 0° | 0 | --- |
| до 3°30’ | 1°45’ | 105 | ±1 |
| до 5°00’ | 2°30’ | 150 | ±1 |








