 2020-01-14
2020-01-14 227
227РЕФЕРАТ
По дисциплине
«Технологические процессы машиностроительного производства»
на тему:
«Обработка заготовок на токарных станках».
Студенты: Костина Д.В.
Константинова Е.Е.
Группа: М-102
Преподаватель: Логинова Л.А.
Тольятти 2003 год
Содержание:
1. Токарная обработка
2. Классификация токарных станков
3. Сущность обработки металлов резанием
4. Режущий инструмент. Геометрические параметры режущего инструмента
5. Инструментальные материалы
6. Образование стружки и сопровождающие его явления
7. Режимы резания при точении
8. Тепловые явления при резании металлов
9. Изнашивание режущих инструментов
10. Влияние смазочно-охлаждающей жидкости на процесс резания
11. Жесткость и вибрации системы станок – приспособление – инструмент – деталь
12. Шероховатость. Точность обработки
13. Паспорт токарного станка
14. Кинематика и узлы токарного станка
15. Автоматизация и механизация токарной обработки
16. Вклад отечественной науки в исследование процессов резания металлов
Список литературы
1. Обработка заготовок на токарных станках (Влияние геометрии инструмента на процесс резания. Инструментальные материалы для лезвийного инструмента. Совершенствование токарной обработки)
Токарная обработка (точение) – наиболее распространенный метод изготовления деталей типа тел вращения (валов, дисков, осей, пальцев, цапф, фланцев, колец, втулок, гаек, муфт и др.) на токарных станках. На них можно производить обтачивание и растачивание цилиндрических, конических, шаровых и профильных поверхностей этих деталей, подрезание торцов, вытачивание канавок, нарезание наружных и внутренних резьб, накатывание рифлений, сверление, зенкерование, развертывание отверстий и другие виды токарных работ. Иными словами обработка на токарных станках представляет собой изменение формы и размеров заготовки путем снятия припуска. Станок сообщает заготовке вращение, а режущему инструменту – движение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания.
Обрабатываемость материалов резанием зависит от их химического состава, структуры, механических и физических свойств. При черновом точении обрабатываемость оценивают скоростью инструмента при соответствующей скорости и силе резания, а при чистовой – шероховатостью поверхности, точностью обработки и стойкостью инструмента.
Обрабатываемость металлов определяют методами, основанными на оценке изменений стойкости режущего инструмента при различных скоростях резания. Допустимую скорость резания как критерий оценки обрабатываемости применяют наиболее часто, так как скорость резания оказывает весьма существенное влияние на производительность, а следовательно, и на себестоимость обработки. Считается, что лучшую обрабатываемость имеет тот металл, который при прочих равных условиях, допускает более высокую скорость резания. На токарных станках обрабатывают такие конструкционные материалы, как чугун, сталь, цветные металлы и их сплавы, пластмассы.
2. Классификация токарных станков
В зависимости от вида выполняемых работ, степени автоматизации и специализации металлорежущие станки подразделяют на девять групп. Каждая группа, в свою очередь, подразделяется на девять подгрупп (типов станков).
Металлорежущие станки подразделяют: 1 группа – токарные станки; 2 – сверлильные и расточные; 3 – шлифовальные, заточные, полировальные и доводочные; 4 – комбинированные; 5 – зубообрабатывающие; 6 – фрезерные; 7 – строгальные, долбежные и протяжные; 8 – разрезные; 9 – разные.
Каждая подгруппа характеризуется конструктивными особенностями станков и делится на типы: 1 – автоматы и полуавтоматы одношпиндельные; 2 – автоматы и полуавтоматы многошпиндельные; 3 – сверлильно-отрезные; 4 – револьверные; 5 – карусельные; 6 – токарные и лобовые; 7 – многорезцовые; 8 – специализированные; 9 – разные.
По степени специализации токарные станки подразделяются на универсальные, специализированные и специальные.
Универсальные станки являются самой многочисленной группой в парке токарных станков. А них можно производить все технологические операции, характерные для токарной обработки.
Специализированные станки – станки, на которых производят обработку ограниченного числа технологических операций на деталях одного наименования; это, как правило, автоматизированные станки, налаженные на обработку нескольких поверхностей. Специализированные станки снабжают специальной оснасткой и применяют обычно в крупносерийном и массовом производстве.
Специальные станки служат для выполнения одной или нескольких операций на детали одного типоразмера (такие станки, как правило, не переналаживаются на обработку других деталей).
По степени точности токарные станки подразделяют на пять классов.
Класс Н: станки нормальной точности, к которым относят большинство универсальных станков (1К62, 16К20).
Класс П: станки повышенной точности, изготовляемые на базе станков нормальной точности, но при повышенных требованиях к точности изготовления ответственных деталей станка и качеству сборки (16К20П, 1И611П).
Класс В: станки высокой точности, полученной за счет специальной конструкции отдельных узлов, высоких требований к точности изготовления деталей, качеству сборки и регулировки узлов и станка в целом (1В616).
Класс А: станки особовысокой точности (при их изготовлении предъявляют еще более высокие требования, чем к станкам класса В).
Класс С: станки особо точные или мастер-станки, изготовляемые с максимально возможной степенью точности и повышенными требованиями к сборке и регулировке узлов.
При обозначении станков токарной группы первая цифра указывает группу станков, вторая – тип станка, последующие цифры – технические параметры станка (максимальный диаметр обрабатываемой детали, высоту центров и др.). Буква после первой или второй цифры символизирует завод-изготовитель или его модернизацию. Буква, поставленная в конце цифрового шифра, указывает на класс точности станка.
3. Сущность обработки металлов резанием
Для осуществления процесса резания необходимы два движения: главное движение и движение подачи.
Главное движение, определяющее скорость резания в токарных станках, - вращательное, оно сообщается, как правило, заготовке.
Движение подачи сообщается инструменту и может выполняться по прямолинейной и криволинейной траекториям.
На обрабатываемой детали 1 различают три вида поверхности: обрабатываемую, обработанную и поверхность резания.
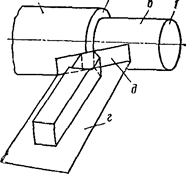
Схема положения поверхности обрабатываемой детали к плоскости резца
Обрабатываемой поверхностью а называется поверхность заготовки на участке, который подлежит обработке на данной операции.
Обработанной поверхностью в называется поверхность, которая получается после обработки, т.е. после снятия стружки.
Поверхностью резания б называется поверхность, образуемая на обрабатываемой детали режущей кромкой резца. Она является переходной между обрабатываемой и обработанной поверхностями.
Плоскостью резания д называется поверхность, касательная к поверхности резания и проходящая через режущую кромку резца.
Основной плоскостью г называется плоскость, параллельная продольной и поперечной подачам и перпендикулярная к плоскости резания.
Режущий инструмент
При работе на токарных станках используют различные режущие инструменты: резцы, сверла, развертки, метчики, плашки, фасонный инструмент и др.
Геометрические параметры режущего инструмента
Резец (рис.1) представляет собой стержень прямоугольного (иногда круглого) сечения и состоит из рабочей части и корпуса. Рабочая часть резца является режущей частью, на которой находится лезвие инструмента. Корпус резца служит для установки и крепления инструмента на станке.
Рабочая часть резца имеет переднюю поверхность, главную и вспомогательную задние поверхности, главную и вспомогательную режущие кромки, вершину лезвия и радиус скругления режущей кромки.
Передней поверхностью называется поверхность лезвия, контактирующая при резании со стружкой.
Задними поверхностями называются поверхности лезвия, контактирующие при резании с поверхностями заготовки. Одна из них называется главной поверхностью и расположена в направлении подачи резца, а другая – вспомогательной задней поверхностью.
Режущая кромка лезвия образуется пересечением передней и задней поверхностей лезвия. Одна из них называется главной режущей кромкой, так как формирует большую сторону сечения срезаемого слоя, а другая – вспомогательной режущей кромкой, так как формирует меньшую сторону сечения срезаемого слоя. Вспомогательных режущих кромок может быть одна или две.
Вершина лезвия резца называется участок режущей кромки в месте пересечения двух его задних поверхностей. Вершина резца в плане может быть острее ой и закругленной.
Рабочая часть резца имеет главные углы, углы в плане и угол наклона главной режущей кромки. К главным углам относят задний угол, угол заострения, передний угол и угол резания.
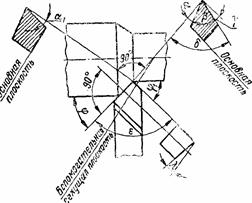
Главные углы резца находятся в главной секущей плоскости перпендикулярной к главной режущей кромке, плоскости резания и основной плоскости. Рабочая часть резца представляет собой клин, форма которого характеризуется углом между передней и главной задней поверхностями резца. Этот угол называется угломзаострения и обозначается β.
Задним углом α называется угол в секущей плоскости между задней поверхностью лезвия и плоскостью резания.
Задним вспомогательным углом α1 называется угол между задней вспомогательной поверхностью резания и плоскостью резания.
Передним углом γ называется угол в секущей плоскости между передней поверхностью лезвия и основной плоскостью.
Углом резания δ называется угол между передней поверхностью резца и плоскостью резания.
Главным углом в плане φ называется угол в основной плоскости между плоскостью резания и рабочей плоскостью.
Вспомогательным углом в плане φ1 называется угол между вспомогательной режущей кромкой и направлением подачи.
Углом λ наклона главной режущей кромки называется угол в плоскости резания между режущей кромкой и основной плоскостью. В зависимости от направления наклона режущей кромки угол λ может быть положительным, отрицательным или равным нулю. Резцы, у которых вершина является низшей точкой режущей кромки, угол λ положительный.
Если режущие кромки расположены параллельно основной плоскости, то λ=0.Резцы, у которых вершина является высшей точкой режущей кромки, то угол λ отрицательный. При λ=0 стружка сходит в виде прямой спирали в направлении, перпендикулярном режущей кромке (рис.5,е). Ее отвод в этом случае обычно затруднен. Для облегчения отвода стружки целесообразно, чтобы она имела форму винтовой спирали. Стружка получает такую форму, если главная режущая кромка резца будет положительной или отрицательной.
Задний угол α служит для уменьшения трения между задней поверхностью резца и обрабатываемой деталью. С уменьшением трения уменьшается нагрев резца, который при этом меньше изнашивается. Однако, если задний угол увеличить, резец быстро разрушается. Главным фактором, от которого зависит величина заднего угла, является подача резца. С ее уменьшением изнашивания резца по задней поверхности возрастает, а с ее увеличением – уменьшается. Поэтому при чистовой обработке, которую обычно ведут с малой подачей резца, нужно применять резцы с большим задним углом, а при обдирочных работах – с меньшим.
С увеличением переднего угла γ облегчается врезание резца в металл, улучшается сход стружки, уменьшаются сила резания и расход мощности, улучшается качество обработанной поверхности. Вместе с тем увеличение переднего угла приводит к понижению прочности режущей кромки, увеличению изнашивания резца вследствие выкрашивания режущей кромки и ухудшению отвода теплоты из зоны резания. Поэтому при обработке твердых и хрупких металлов для облегчения отвода стружки следует применять резцы с большим передним углом. У резцов, оснащенных твердосплавными пластинами, передний угол выбирают меньшим, чем у резцов из быстрорежущей стали.
Главный угол в плане φ определяет толщину a и ширину b среза (рис.6). Ширина среза равна рабочей длине главной режущей кромки, а толщина среза a – величине подачи S. При одних и тех же подачах и глубине резания с уменьшением угла φ толщина среза уменьшается, а ширина его увеличивается. Уменьшение главного угла в плане φ приводит к увеличению силы резания. При уменьшении угла φ особенно сильно возрастает радиальная сила, что при обработке недостаточно жестких деталей может вызвать их прогибание и сильные вибрации детали и резца.
Вспомогательный угол в плане φ1 уменьшает трение вспомогательной задней поверхности резца по обработанной поверхности. Однако при его увеличении уменьшается угол при вершине, вследствие чего ухудшаются условия теплоотвода, уменьшается продолжительность работы резца до затупления (стойкость) и ухудшается качество обработанной поверхности. С уменьшением угла φ1 улучшается качество обработанной поверхности, но увеличивается отжим резца от обрабатываемой детали, и при недостаточно жестких деталях возможно возникновение вибрации.
Для нормальной работы резца необходимы правильная его установка и надежное крепление. Резец должен быть правильно установлен относительно центров станка и надежно закреплен. Точная установка вершины резца относительно центров способствует уменьшению изнашивания резца, повышению точности и качества обработанной поверхности. Происходит это потому, что действительные углы резания зависят от положения резца относительно обрабатываемой детали.
При обработке конусов (особенно с большой конусностью) необходимо устанавливать проходные резцы перпендикулярно к образующей конуса.
Если вершина резца расположена выше линии центров, то передний угол γ1 увеличивается, а задний угол α1 уменьшается, при этом угол резания δ1 тоже уменьшается, так как δ=90°- γ. Такая установка резца благоприятно сказывается на условиях резания, но может привести к возникновению вибрации, снижению точности и шероховатости обработанной поверхности, а иногда и поломке резца.
Если вершина резца находится ниже линии центров, то происходит обратное. При этом передний угол уменьшается, причем он может стать меньше 0°, а задний угол увеличивается (угол резания тоже увеличивается). При такой установке возможен прогиб детали. При всех установках резца относительно линии центров углов заострения β остается постоянным.
Рекомендации по установке резцов относительно линии центров:
1. Вершина резца устанавливается обязательно по линии центров при обработке деталей со сложной конструкцией поверхностей, чистовом нарезании резьбы, обработке конусов и др.
2. Допускается установка вершины резца выше линии центров не более 1/100 диаметра обрабатываемой детали при наружном черновом точении, чистовом растачивании и черновом нарезании резьбы.
3. Допускается установка вершины резца ниже линии центров не более 1/100 диаметра обрабатываемой детали при наружном чистовом обтачивании и черновом растачивании.








