 2020-01-14
2020-01-14 120
120У процесі обробки великих партій заготовок, коли процес супроводжується інтенсивним зношуванням різального інструменту, при настроюванні виникає задача найбільш раціонального розташування кривої розсіювання у полі допуску з метою використання значної частини цього поля для компенсації змінних систематичних похибок обробки. Таким чином вдається збільшити термін роботи верстата без піднастроювання, а отже, й підвищити продуктивність.
На рис. 5 наведена схема раціонального настроювання верстата для забезпечення заданої точності охоплюваного розміру. Із рисунка видно, що деяка частина Тн загального поля допуску Т використовується для компенсації похибок настроювання (Тн = Δн), які визначаються за формулою (9).
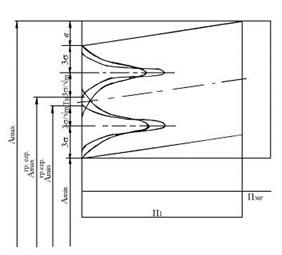
Рис. 5 Налагодження верстата із врахуванням змінних систематичних похибок
Друга частина загального поля допуску призначається для компенсації випадкових похибок, які викликають розсіювання розмірів. Як вказувалося раніше, вона визначається величиною:

Решта в загального поля допуску використовується для компенсації похибок, які породжуються сукупною дією систематично діючих факторів, постійних за величиною і змінюваних у часі за певними законами (наприклад, зношування різального інструменту).
У процесі обробки партії заготовок у зв’язку із зношуванням різального інструменту відбувається зміна положення кривої розсіювання. Після обробки деякої кількості n1 заготовок крива розсіювання розмірів заготовок перетинає лінію найбільшого граничного розміру і виникає небезпека появи браку. В цей момент потрібно провести піднастроювання верстата, при якому крива розсіювання повернеться вниз у своє початкове положення, яке було створене початковим настроюванням.
При такому настроюванні, очевидно, не можна визначати настроювальний груповий середній розмір за величиною середнього арифметичного, а необхідно обчислити його за значеннями граничних розмірів.
Щоб уникнути одержання при обробці заготовок з розмірами менше Amin, необхідно (рис. 6.11), щоб мінімальне значення групового середнього розміру задовольняло умову:
 (10)
(10)
За наявності суттєвого впливу змінних систематичних похибок, які зменшують розміри охоплюваних заготовок (наприклад, при значному видовженні різця від нагрівання у початковий період різання), у формулу (10) необхідно додатково ввести можливу величину похибки а, тобто:
 (11)
(11)
В багатьох випадках обробки заготовок (особливо за наявності охолодження) значення а дуже мале, і розрахунок найменшого налагоджувального розміру провадять за формулою (10).
Формула для розрахунку максимального значення групового середнього розміру (із врахуванням частини допуску в, який використовується для компенсації змінних систематичних похибок) має вигляд:
 (12)
(12)
Допуск на настроювання визначається різницею граничних значень групових середніх розмірів:
і після перетворень приводиться до вигляду:
 (13)
(13)
Отже, при збільшенні Тн з метою спрощення та прискорення настроювання за інших рівних умов доводиться скорочувати величину в, що призводить до зростання кількості необхідних піднастроювань і знижує продуктивність операції.
У зв’язку з цим розширення поля допуску на настроювання звичайно доцільно за умови зміни інших факторів, що входять у наведений вираз, зокрема при розширенні загального поля допуску Т чи зменшенні розсіювання 6σ.
Збільшення Тн краще робити за рахунок збільшення Т та зменшення 6σ.
Одержана формула (13) відрізняється від виразу (4) тим, що при врахуванні змінних систематичних похибок допуск на настроювання Тн зменшується на величину в, призначену для компенсації впливу цих похибок на точність розмірів.
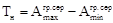
Рис. 6 Настроювання верстата для обробки з ймовірним браком, яке враховує похибки настроювання: а – брак, який може бути виправлений; б – брак, який може бути виправлений і невиправлений
При розрахунку настроювання верстата для випадку обробки вала із врахуванням змінних систематичних похибок зручно дотримуватись наступної послідовності:
1)за формулою (10) визначається  ;
;
2)за формулою (13) обчислюється мінімально необхідна для умов даної операції величина Тн;
3)значення  визначається за формулою:
визначається за формулою:
= +  (14)
(14)
4)частина допуску  , призначена для компенсації зношування інструменту, визначається з формули (13) за співвідношенням:
, призначена для компенсації зношування інструменту, визначається з формули (13) за співвідношенням:

При заданому в значення  знаходиться з виразу (12).
знаходиться з виразу (12).
Якщо умова (7) обробки заготовок без браку не виконана і сума випадкових і систематичних похибок виявляється більшою поля допуску, тобто:

то при обробці заготовок можливий брак.
За відсутності можливості підвищити точність операції, настроювання верстата необхідно проводити з таким розрахунком, щоб одержаний брак був виправним при подальшій обробці заготовок (рис. 6, а).
Якщо виправити брак неможливо, настроювання верстата необхідно проводити із врахуванням одержання мінімальної кількості можливого остаточного браку (рис.6, б).
Кількість можливого браку в цьому випадку визначається за формулами (6.16)–(6.20). При цьому хо обчислюється за формулою:

Рішення про настроювання верстата з чітко технічно можливим виправним чи невиправним браком можна прийняти тільки на основі точного розрахунку економічної доцільності даного варіанта обробки.








