 2020-01-14
2020-01-14 117
117механічний металорізальний інструмент калібр
Теоретичні положення про настроювання верстатів, що наведені у попередніх пунктах, в умовах реального виробництва застосовуються за допомогою діючих стандартів.
За державним стандартом рівень настроювання (розрахунковий настроювальний розмір) визначається зі схем, наведених на рис. 6.13 та 6.14.
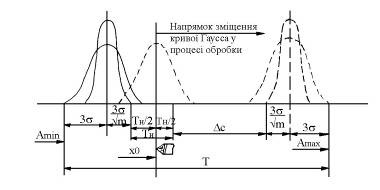
Рис. 7 Розрахункова схема для визначення рівня настроювання X0
при обробці деталей типу валів
При зміщенні у процесі обробки рівня настроювання до максимально допустимого розміру (рис. 7) рівень настроювання визначається за формулою:
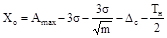
де Δс – допустиме зміщення рівня настроювання у процесі обробки.
При зміщенні у процесі обробки рівня настроювання до мінімального допустимого розміру (рис. 8) рівень настроювання визначається за формулою:
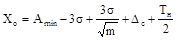
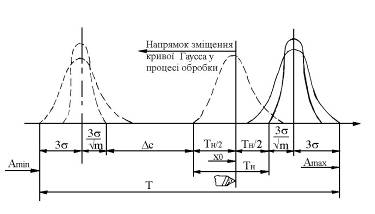
Рис. 8 Розрахункова схема для визначення рівня настроювання X0 при обробці поверхонь типу отворів
Зміщення рівня настроювання Δс є аналогом запасу поля допуску в у формулі (13), призначеного для компенсації впливу змінних систематичних похибок.
Величина Δс розраховується виходячи з припущення, що вона взагалі обумовлена розмірним спрацюванням різального інструменту.
Тоді при точінні:
при торцевому фрезеруванні:

де N – число деталей в партії;
d, L, B – розміри поверхонь, мм;
S, Sn– подача, мм/об;
io – інтенсивність зношування інструменту, мкм/км.
Якщо розрахункова величина Δc виявляється дуже великою і не залишається достатнього допуску на настроювання, то діють у такій послідовності:
1)визначають достатній допуск на настроювання Тн, виходячи з досвіду (2–3 поділки шкали вимірювального інструменту, що застосовується при настроюванні);
2)визначають поле розсіювання розмірів верстата (6σ) на якому буде проводитись обробка;
3)приймають фіксоване число пробних заготовок m;
4)знаходять величину  ;
;
5)розраховують реальний запас поля допуску розмірів заготовок на зношування різального інструменту Δc = в;
6)уточнюють розміри оброблюваних поверхонь, режими різання та інтенсивність зношування інструменту;
7)розраховують число заготовок, які можна обробити без піднастроювання технологічної системи, і дають відповідні вказівки у карті налагодження верстата.
Для точіння такий розрахунок виконується за наведеними нижче формулами.
Розмірне зношування інструменту на одній заготовці дорівнює:
 мкм
мкм
Запас поля допуску на розмірне зношування різального інструменту рівне:
 мкм
мкм
Допустиме розмірне зношування інструмента у межах Δс:
 мкм
мкм
Число заготовок, які можна обробити без піднастроювання технологічної системи, дорівнює:

Величина n округляється до найближчого меншого цілого числа.
Література
1.Балакшин Б.С. Основы технологии машиностроения. – М., 1969. – 559 с.
2.Бондаренко С.Г. Розмірні розрахунки механоскладального виробництва. – К. 1993. – 544 с.
3.Корсаков В.С. Основы технологии машинобудування. – М., 1977. – 415 с.
4.Косилова А.Г., Мещеняков Р.К. Справочник технолога-машиностроителя. Т. 1. – М., 1985. – 655 с.; Т. 2. – М., 1986. – 496 с.
5.Маталин А.А. Технология машиностроения. – Л. – М., 1985 – 496 с.
6.Руденко П.А. Теоретические основы технологии машиностроения: Конспект лекций. – Чернигов, 1986. – 258 с.
7.Сборник задач и упражнений по технологии машиностроения / В.А. Аверников, О.А. Горленко, В.Б. Ильецкий и др. / Под общ. ред. О.А. Горленко – М., 1988. – 192 с.
8.Справочник технолога машиностроителя / Под ред. А.Н. Малова. Т. 2. – М., 1986. – 446 с.








