 2020-01-14
2020-01-14 141
141
Сутність цього методу настроювання верстатів полягає в тому, що встановлення різальних інструментів і упорів верстата проводиться на певний робочий налагоджувальний розмір Ан, а правильність настроювання встановлюється обробкою якоїсь кількості пробних заготовок. Настроювання признається правильним, якщо середнє арифметичне розмірів пробних заготовок знаходиться в межах якогось допуску Тн на настроювання.
Задачею розрахунку настроювання в цьому випадку є визначення поля допуску настроювання Тн.
Теоретичними передумовами цього методу настроювання, запропонованого професором А.Б. Яхіним, є наступні положення теорії ймовірності.
Якщо є якась сукупність (партія) заготовок, розподіл розмірів яких підкоряється закону нормального розподілу Гаусса із середнім квадратичним σ, і якщо цю сукупність заготовок поділити на групи по m штук і визначити середнє арифметичне значення розмірів в середині кожної з цих груп, то розподіл розмірів групових середніх Агр.сер. теж буде підкорятись закону Гаусса із середнім квадратичним:
 (1)
(1)
При цьому центр групування групових середніх збігається з центром групування розмірів усієї партії заготовок (рис. 2).

Рис. 2 Розподіл розмірів партії заготовок з середнім квадратичним σ і розподіл групових середніх з середнім квадратичним σ1 = 
Нехтуючи зношуванням інструмента, можна вважати, що середнє арифметичне розмірів m пробних заготовок може відрізнятись від середнього арифметичного усієї сукупності (партії) заготовок не більше ніж на 
Розрахунок настроювання без врахування змінних систематичних похибок.
Якщо центр групування розмірів пробних заготовок розташовується по відношенню до граничних розмірів партії заготовок ближче, ніж на відстані 3σ (точка М на рис. 3, а), то частина загальної кривої розсіювання розмірів обробленої партії заготовок може вийти за межі допуску і виникає небезпека появи браку. Навіть якщо ця відстань трохи більша 3σ (точка М на рис. 3, б), то брак оброблених заготовок можливий, оскільки точка М може належати кривій групових середніх, центр групування яких (а отже, і центр групування розмірів усієї партії заготовок) зміщений на величину Р вліво (рис. 3, б) від потрібного положення кривої, яке виключає можливість браку.
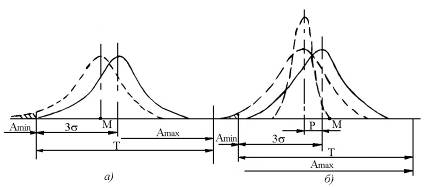
Рис. 3 Випадки можливого браку при 6σ < T (можливий брак показаний штриховою лінією)
Брак неможливий тільки в тому випадку, коли мінімальний розмір групових середніх пробних заготовок, який визначає положення точки М (рис. 4) задовольняє умові:
 (2)
(2)

Рис. 6.10 Вірне настроювання верстата, яке виключає можливість браку
Очевидно, що при такій умові навіть в тому випадку, коли центр групування групових середніх розташовується на відстані  лівіше точки М, він лежить на відстані від границі найменшого граничного розміру заготовки на величину 3σ і брак неможливий.
лівіше точки М, він лежить на відстані від границі найменшого граничного розміру заготовки на величину 3σ і брак неможливий.
Аналогічно сказаному:
 (3)
(3)
Різниця граничних значень групових середніх розмірів визначає величину допуску настроювання, тобто:
Очевидно, що допуск настроювання Тн виражається формулою:
 (4)
(4)
і залежить від загального допуску на обробку партії заготовок та від кількості m пробних заготовок.
Збільшення кількості пробних заготовок дозволяє розширити допуск настроювання Тн і полегшити процес настроювання, але це веде до зростання часу обробки.
У загальному випадку:
m > [6σ/(T – 6σ)]2 (5)
За даними професора А.Б. Яхіна, кількість пробних заготовок може бути прийнята від двох до восьми. Подальше їх збільшення неефективне.
Умову обробки заготовок без браку за відсутності впливу систематичних похибок із врахуванням рівняння (4) можна представити у вигляді формули:
 (6)
(6)
В загальному випадку, коли систематичні похибки чинять суттєвий вплив на точність обробки заготовок, умова обробки заготовок без браку набуває вид:
 (7)
(7)
Необхідно відмітити, що введена в вирази (4)–(6) величина допуску настроювання Tн не збігається з похибкою настроювання Δн. На рис. 4 показано, що похибка настроювання, яка визначається за формулою:
 (8)
(8)
визначає відстань між крайніми допустимими положеннями вершин кривих при настроюванні.
Допуск Тн настроювання представляє собою дозволене коливання значень групових середніх, яке викликається похибками регулювання та вимірювання, і є частиною загальної похибки настроювання.
В залежності від похибок регулювання та вимірювання допуск настроювання можна визначити за формулою:
 (9)
(9)
Як виходить з рис. 4 формул (8) і (9), допуск Тн на настроювання менший загальної похибки Δн настроювання на величину  , яка представляє собою поле ймовірного зміщення положення вершини кривої розсіювання розмірів групових середніх пробних заготовок.
, яка представляє собою поле ймовірного зміщення положення вершини кривої розсіювання розмірів групових середніх пробних заготовок.
Розглянутий метод розрахунку настроювання верстатів застосовується при обробці точних заготовок, коли поле допуску несуттєво перевищує розсіювання розмірів, що робить неможливим передбачити заздалегідь компенсацію змінних систематичних похибок обробки (наприклад, зношування інструмента). Цей метод можна приймати також при обробці заготовок, коли зношування інструменту несуттєво (наприклад, при алмазній обробці кольорових сплавів), а також при обробці невеликих партій заготовок, коли зношування різального інструменту в середині оброблюваної партії настільки невелике, що не може суттєво впливати на точність обробки. У всіх цих випадках задача настроювання верстата зводиться до забезпечення суміщення вершини кривої фактичного розподілу розмірів із серединою поля допуску, тобто:
М(х) = М(с).
При цьому настроювальний розмір визначається за виразом:
 (10)
(10)








