 2020-01-14
2020-01-14 296
296
Передний угол. Также является величиной переменной вдоль режущего лезвия и зависит, кроме того, от угла наклона винтовых канавок и угла при вершине 2. Передняя поверхность на сверле не затачивается и величина переднего угла на чертеже не проставляется.
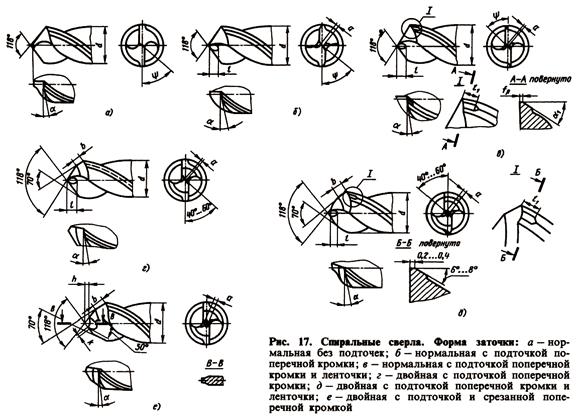
Угол при вершине сверла. Значение углов 2для свёрл, используемых для различных обрабатываемых материалов приведены в (2, стр.152, табл.46). По этим рекомендациям принимаем: 2118°.
Угол наклона винтовых канавок. Угол наклона винтовых канавок определяет жесткость сверла, величину переднего угла, свободу выхода стружки и др. Он выбирается в зависимости от обрабатываемого материала и диаметра сверла. По (6,табл.5) назначаем = 3°.
Угол наклона поперечной кромки. При одном и том же угле определенному положению задних поверхностей соответствует вполне определенная величина угла и длина поперечной кромки и поэтому угол служит до известной степени критерием правильности заточки сверла. По рекомендациям (2, стр152, табл.46) назначаем: = 45°.
5.3 Расчет и назначение конструктивных размеров сверла.
Спиральные сверла одного и того же диаметра в зависимости от серии бывают различной длины. Длина сверла характеризуется его серией. В связи с тем, что длина рабочей части сверла определяет его стойкость, жесткость, прочность и виброустойчивость, желательно во всех случаях выбирать сверло минимальной длины. Серия сверла должна быть выбрана таким образом, чтобы
 lо ГОСТ ≥ lо расч .
lо ГОСТ ≥ lо расч .

Расчетная длина рабочей части сверла lо, равна расстоянию от вершины сверла до конца стружечной канавки, может быть определена по формуле:

lо = lр + lвых + lд + lв + lп + lк + lф ,
где:
lр – длина режущей части сверла lр = 0.3 · dсв = 0.3 · 39,5 = 11.85 мм.;
lвых – величина выхода сверла из отверстия lвых = 3 мм.;
lд – толщина детали или глубина сверления, если отверстие сквозное
l д = 100 мм.;
lв – толщина кондукторной в тулки lв = 0;
lп – запас на переточку lп = l · (i +1), где
l – величина, срезаемая за одну переточку, измеренная в направлении оси, l = 1 мм.;
i – число переточек i = 40;
lп = 1 · (40 + 1) = 41 мм.;
lк – величина, характеризующая увеличение длины сверла для возможности свободного выхода стружки при полностью сточенном сверле;
lф – величина, характеризующая уменьшение глубины канавки, полученной при работе канавочной фрезы:
lк + lф = 1,2 · dсв = 1,2 · 39,5 = 47,4 мм.,
тогда:
l0 = 11,85 + 3 + 100 + 0 + 41 + 47,4 = 203,25 мм.
В соответствии с ГОСТ 10903 – 77 ("Сверла спиральные из быстрорежущей стали с коническим хвостовиком") уточняем значения l0 и общей длины L:
l0 ГОСТ = 200 мм; L = 349 мм.
Положение сварного шва на сверле: lс = l0 + (2... 3) = 203 мм.
Диаметр сердцевины сверла dс выбирается в зависимости от диаметра сверла и инструментального материала (6, стр.12):
dс = 0,15 · dсв = 0,15 · 39,5 ≈ 6 мм.
Ширина ленточки fл = (0,45... 0,32) · sqrt(dс) = (0,45 … 0,32) · 6 = 2,7 мм.
Высота ленточки hл = (0,05... 0,025) · dс = (0,05 … 0,025 · 6 = 0,3 мм.
Хвостовик сверла выполняется коническим – конус Морзе № 4 АТ8 ГОСТ 2848 – 75 (6, табл.2 и 3).
Центровые отверстия на сверлах изготовляются в соответствии с ГОСТ 14034 – 74 (6, рис.5).
Определение количества переточек.

Общая длина стачивания:
lо = lк – lвых – Δ – lр ,
где:
lвых – величина, характеризующая увеличение длины сверла для возможности свободного выхода стружки при полностью сточенном сверле;
lр – длина режущей части сверла lр = 0,3 · dсв = 0,3 · 39,5 = 11,85 мм.;
lк – длина стружечной канавки;
D = 17 мм;
lо = 200 – 3 – 17 – 11,85 = 168,15 мм.
Число переточек: n = lo / D l = 168,15 / 0,8 = 2 10 переточек.
D l – величина стачивания за одну переточку.
СПИСОК ЛИТЕРАТУРЫ
1. Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. – М.: Машиностроение, 1976.
2. Справочник технолога-машиностроителя. В двух томах. Т.2. Под ред. А.Г. Косиловой и Р.К. Мещерякова. – М.: Машиностроение, 1985.
3. Справочник технолога-машиностроителя. В двух томах. Т.2. Под ред. А.А. Малова. – М.: Машиностроение, 1972.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. – М.: Машиностроение, 1967.
5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 2. – М.: Машиностроение, 1967.
6. Справочник по обработке металлов резанием. Абрамов Ф.Н. и др. – К.: Техника, 1983.
7. Справочник нормировщика-машиностроителя: в 2 т./Под ред. Е.М. Стружестраха. – М.: ГОСИздат, 1961. – Т,2. – 892 с.








