 2020-01-14
2020-01-14 275
275Величина врезания и перебега инструментов l 1 при работе на проход для сверла с двойной заточкой равна 21 мм.; для развертки 30 мм.
При длине отверстия l = 100 мм., основное (технологическое) время каждого перехода равно:


Основное время операции:
T0 = t01 + t02 = 1,73 + 1,29 = 3,02 мин.
5. Проектирование спирального сверла.
Обоснование использования инструмента.
Спиральное сверло 39,5 предназначено для сверления сквозного отверстия диаметра 39,5 + мм. на глубину 100 мм. в заготовке детали.
Обоснование выбора материала режущей и хвостовой части
сверла.
Для экономии быстрорежущей стали все сверла с цилиндрическим хвостовиком диаметром более 8 мм и сверла с коническим хвостовиком более 6 мм изготовляются сварными.
В основном, сверла делают из быстрорежущих сталей. Твердосплавные сверла делают для обработки конструкционных сталей высокой твердости (45... 56 HRC). Исходя из твердости обрабатываемого материала – 207 НВ, принимаем решение об изготовлении сверла из быстрорежущей стали Р18 ГОСТ 10903 – 77. Крепежную часть сверла изготовим из стали 40Х (ГОСТ
454 – 74).
5.2 Обоснование выбора геометрических параметров сверла.
Задний угол . Величина заднего угла на сверле зависит от положения рассматриваемой точки режущего лезвия. Задний угол имеет наибольшую величину у сердцевины сверла и наименьшую величину – на наружном диаметре. Рекомендуемые величины заднего угла на наружном диаметре приведены в (2, стр.151, табл.44). По этим рекомендациям выбираем: .= 8°.
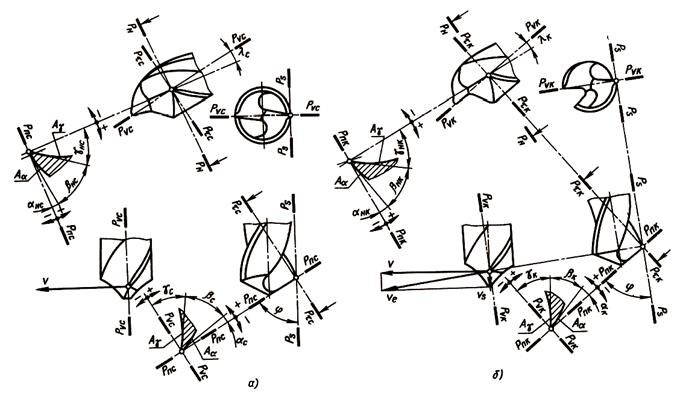 Рис. 5.1 Углы спирального сверла в системе координат
Рис. 5.1 Углы спирального сверла в системе координат








