2020-01-14
2020-01-14 207
207Произведем проверочный расчет сечения державки резца на допускаемую стрелу прогиба при максимальном вылете резца.
1. Определяем изгибающий момент, действующий на резец:

где:
PZ – вертикальная составляющая силы резания.
ℓР = 1.5·h – максимальный вылет резца.
2. Выбираем марку твердого сплава режущей пластины, величины подачи и скорость резания:
Марка твердого сплава: Т15К6
Подача: 
Скорость резания: 

где:
Vтабл – табличное значение скорости резания, принимаем Vтабл = 115 м/мин.
К1 – коэффициент, учитывающий обрабатывающий материал,
принимаем К1 = 0,75
К2 – коэффициент, учитывающий поверхность обрабатываемого материала, принимаем К2 = 2,0
К3 – коэффициент, учитывающий твердость пластины, принимаем К3 = 1
К4 – коэффициент, учитывающий главный угол в плане, принимаем К4 = 1

3. Сила резания:

где:
 – табличное значение силы резания, принимаем
– табличное значение силы резания, принимаем 
К1 – коэффициент, учитывающий зависимость от твердости обрабатываемого материала, принимаем К1 = 0.85
К2 – коэффициент, зависящий от скорости резания и переднего угла,
принимаем К2 = 1,0

4. Определение высоты державки.

где:
 – допускаемое значение изгибающих напряжений в державке
– допускаемое значение изгибающих напряжений в державке
резца из Стали 45.
Принимаем державку с размерами  по ГОСТ 18879 – 85, ближайшую к расчётной.
по ГОСТ 18879 – 85, ближайшую к расчётной.
5. В соответствии с ГОСТ 18879 – 85 выбираем основные размеры державки:
h=25 мм; b=16 мм; L=140 мм; n=7 мм.
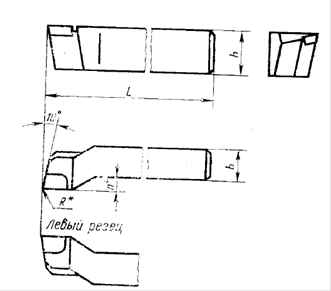
4. Определяем углы наклонов опорной поверхности державки:
Угол наклона опоры поверхности:
Угол наклона плоскости:
Расположение опорной поверхности под пластину в державке резца.
6. Проверяем допускаемую стрелу прогиба державки резца:

где:
 - модуль упругости обрабатываемого материала.
- модуль упругости обрабатываемого материала.
 – допускаемая величина прогиба
– допускаемая величина прогиба

Следовательно, прогиб резца не будет влиять на процесс резания.
Размеры режущей пластины выбираем в соответствии с ГОСТ 25426–82.
Произведем подбор шлифовального круга:
Используем плоский круг прямого профиля.
По ГОСТ 2424–83 принимаем:
Диаметр шлифовального круга D = 400 мм;
Ширина круга В=20 мм;
Диаметр посадочного отверстия d = 127 мм;
Материал зерна – электрокорунд белый – 25А,
Размер зерен – 25Н (для чистового шлифования);
Твердость круга – С1
Условное обозначение структуры круга – 6;
Материал связки – К5 (керамическая);
Предельная скорость шлифования – V = 35 м/с,
Класс точности круга – А, 2 кл. (чистовое шлифование)
По выбранным параметрам маркировка круга имеет вид:
1 400х40х127 25А 25-Н C2 6 К5 35 м/с А2кл. ГОСТ 2424–83
Назначение режимов резания для шлифования:
Скорость резания:

Выбираем 

Глубина резания: t = 0,001 – 0,005 мм;
выбираем t = 0,005 мм
Скорость вращения заготовки VЗ = 30 м/мин;

Выбираем