 2020-01-14
2020-01-14 172
172Маршрутная карта техпроцесс
| № опер | Наименование, содержание операции | Операционный эскиз | Станок; приспособление |
| 1 | 2 | 3 | 4 |
| 000 | Заготовительная | ГКМ | |
| 001 | Контроль | —————— | —————— |
| 003 | Слесарная | ||
| 004 | Маркирование | верстак | |
| 004а | Контроль | Стилоскоп СЛ12 | |
| 005 | Токарная | 16К20 | |
| 006 | Перемещение | ||
| 007 | Контроль | Стол контрольный | |
| 008 | Слесарная 1. зачистить облой заподлицо с основным металлом 3. Контроль исполнителем, мастером, БТК | Верстак Напильник 2820 – 0013 ГОСТ 1465-80 Бор. Фреза МН2192-61 Пневмодрель ГОСТ 10212-80 | |
| 009 | Промывка промыть детали по типовому техпроцессу | ||
| 010 | Перемещение | ||
| 011 | Термообработка | ||
| 012 | Обработка холодом | ||
| 013 | Электрополирование | ||
| 014 | Контроль | ||
| 015 | Разметочная 1. Разметить оси детали согласно эскизу 3. Контроль исполнителем, мастером, БТК | Чертилка 7840-0011 МИ 526-60 | |
| 016 | Токарная 1. Расточить сырые кулачки 3. Подрезать торец в размер 7 5. Обточить диа-метр 3 на глубину 6 с подрезкой торца 7. Центровать отверстие 1 9. Сверлить отверс-тие 1 на глубину 8 11. Расточить отверстие 2 на глубину 5 15. Острые кромки притупить R = 0,2-0,4 17. Контроль исполнителем, мастером Б.Т.К. | 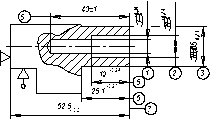
| 16К20 Патрон 3-х кулачковый ГОСТ 2675-80 1. Резец расточ. 2141-0009 ВК8 ГОСТ 18877-73 3. Резец ВК8 2102-0005 ГОСТ 18877-73 5. –||–||–||–||– 7. сверло Æ2,5 2317-0105 ГОСТ 14952-69 9. сверло Æ7 2302-0805 Р18Ф2К8М ГОСТ 20697-75 11. Резец ВК8 105-2134, 8704 15. Напильник ГОСТ 1465-80 |
| 020 | Токарная 1. Расточить сырые кулачки в размер детали 2. Установить и закрепить деталь 3. Подрезать торец в размер 6 5. Точить поверхно-сть под резьбу 4 7. Точить зарезьбо-вую канавку 7. Разм. 2 контролировать нарезце с отметкой в СПМК. 9. Центровать отв. 2 11. Сверлить отв. 2 на проход в отв. 13. Расточить отв. 3 на глубину 5 15. Расточить отв. 2 17. Нарезать резьбу 19. Острые кромки притупить R=0,2-0,4 21. Контроль исполнителем, мастером Б.Т.К. | 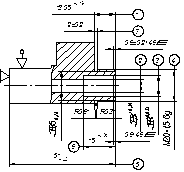
| 16К20 Патрон 3-х кулачковый ГОСТ 2675-80 1. Резец расточ. 2141-0009 ВК8 ГОСТ 18877-73 3. Резец ВК8 ГОСТ 18877-73 5. –||–||–||–||– 7. Резец караван 105-2110-4231 9. сверло Æ2,5 ГОСТ 14952-69 11. сверло Æ7 ГОСТ 20697-75 13. Резец расточ 105-2134-8704 15. Резец ВК8 105-2154-8274 17. Резец ВК8 ГОСТ 18885-73 19. Напильник ГОСТ 1465-80 |
| 025 | Токарная
1. Установить, закре-пить, снять. Переходы 3, 5, 11, 17 выполнять за один установ
3. Подрезать торец 2
5. Обточить пов. 10 под резьбу Æ17,85-0,12
7. Точить канавки 11
9. Обточить фаски 1±0,5×45°
11. Нарезать рез. 10
12. Центровать отв. 7
13. Сверлить отв. 7
17. Расточить отв. 8
19. Расточить фаску 6  21 Притупить острую кромку R0,4 mах
23. Контроль испол-нителен, мастером БТК
25. Установить технологическую заглушку
21 Притупить острую кромку R0,4 mах
23. Контроль испол-нителен, мастером БТК
25. Установить технологическую заглушку
| 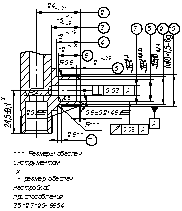
| 16К20 Приспособление 38.12.7190-5564 1. Сменный резцедержатель 38.12.7104-5502 3. Резец ГОСТ 18877-73 5. Резец ГОСТ 18877-73 7. Резец ВК8 105-2136-5941 9. Резец ВК8 ГОСТ 18877-73 11. Резец ВК8 ГОСТ 18877-73 12. сверло Æ2,5 ГОСТ 14952-69 13. сверло Æ6 105-2300-4559 17. Резец ВК8 3812-2134-7869 19. Резец ВК8 27. Заглушка М18×1,5-6g АМ7094-0001 |
| 030 | Слесарная | Верстак | |
| 033 | Контроль | Стилоскоп | |
| 035 | Фрезерная А. Установить и закрепить деталь 1. Фрезеровать две поверхности в размер 1 симметрично относительно оси детали 3. Контроль исполнителем, мастером БТК | 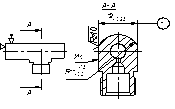
| Вертикально – фрезерный 6Р12 Головка делительная УДГ-160 ГОСТ 8615-80 Фреза 38.12.2228-4136 |
| 040 | Фрезерная
А. Установить, закрепить и снять деталь
1.Фрезеровать  при необходимости
3. Контроль исполнителем, мастером БТК при необходимости
3. Контроль исполнителем, мастером БТК
| См. эскиз к операции 035 | |
| 050 | Слесарная | Верстак | |
| 060 | 1.Установить, закре-пить, снять. Выверить биение поверхности до 0,01. Переходы 3, 5, 11, 17 выполнять за один у станов 3. Подрезать торец 1 5. Точить пов. 9 7. Точить канавку 10 9. Точить зарезьбо-вую канавку 14 11. Точить пов. 15 под резьбу Æ17,85-0,12 13. Точить фаску для захода резьбы 17 15. Расточить отв. 13 с подрезкой торца 17. Точить фаску 16 19. Расточить канна-вку 12 размер 3,3+0,1 контролировать по слепку на микроскопе 21.Нарезать резьбу 15 23. Притупить острые кромки R0,2... 0,4mах 33.Установить техно-логическую заглушку | 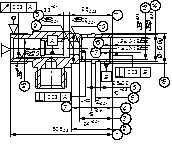
| 16К20Оправка резьбовая 1. Сменный резцедержатель 38.12.7104-5502 3. Резец ГОСТ 18877-73 5. Резец ГОСТ 18877-73 7. Резец ГОСТ 18884-73 9. Резец 105-2136-5941 11. Резец ВК8 ГОСТ 18877-73 13. Резец ГОСТ 18877-73 15. Резец ВК8 3812-2134-7869 19. Резец ВК8 105-2154-9435 21. Резец ГОСТ 18877-73 23. Надфиль 33. Заглушка М18×1,5-6g АМ7094-0001 |
| 063 | Токарная 1. Установить и закрепить деталь. Выверить биение поверхности до 0,01 мм 3. Расточить канавку 1 R0,5 mах контролировать на резце с отметкой в СПМК 5. Притупить острую кромку в уплотнительной канавке R0,1mах. Притирку производить в течение 40-50 сек. После притирки протереть карман ватой, смоченной бензином 7. Удалить микрозаусенцы, образовавшиеся в результате притирки 9. Контроль исполнителем, мастером БТК | 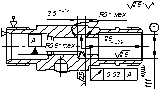
| 16К20Оправка резьбовая 3. Резец 38.12.2128-5034 5. Притир чугунный 38.12.2855-4079 Паста МЮ 7. Притир кожаный |
| 065 | Слесарная | Верстак | |
| 070 | 1. Расточить сырые кулачки 2. Выверить биение оправки до 0,01 мм 3. Установить, закрепить, снять. Переходы 3, 4, 9, 15 выполнять за один установ 5. Подрезать торец 1 7. Обточить пов. 11 под резьбу Æ17,85-0,12 подрезкой торца 5 9. Обточить заходную фаску 2 1+0,5×45° под резьбу 10. Обточить канавку 4 р-р 2,5±0,2; R1; R0,5; Ð45°, контролировать на резце. 11.Нарезать резьбу 11 12. Расточить отв. 7 13. Расточить отв. 8 15. Расточить предварительно отв. 9 17. Расточить отв. 9 в размер 12, 14 и с получением R0,5 от резца. Перед началом обработки партии деталей, седло изготовить на образце. Образец отправить в ЦИЛ на подтверждение годности. При положительных результатах обработку производить на корпусах. 19.Точить фаску Ð20°. Контролировать на резце 21. Снять заусенцы, притупить острые кромки R0,2... 0,4 mах кроме мест оговорённых особо 23. Контроль исполнителем, мастером БТК 27. Установить технологическую заглушку | 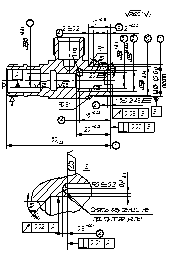
| 16К20Оправка резьбовая 1. Резец ГОСТ 18877-73 5. Резец ГОСТ 18877-73 7. Резец ГОСТ 18884-73 9. Резец ГОСТ 18884-73 10. Резец 105-2126-5941 11. Резец ВК8 ГОСТ 18887-73 12. Резец 105-2108-6195 13. Резец 15-2154-5065 15. Резец ВК8 105-2134-8704 17. Резец ВК8 12-2110-5581 19. Резец 15-2154-5270 27. Заглушка М18×1,5-6g лев. АМ7094-0001 |
| 1 | 2 | 3 | 4 |
| 075 | Токарная 1. Установить и закрепить снять. 3. Сверлить отверстие Æ2+0,25 5. Контроль исполнителем, мастером БТК | 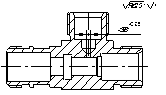
| Ток-винторезный 16К20 Приспособление 38.12.7190-5564 Сверло Æ2 2300-0415 ГОСТ 10902-77 |
| 080 | Сверлильная 1. Установить и закрепить деталь 3. Сверлить последовательно 4 отверстие 1. Размер 15,5±0,2 обеспечивается аттестованным кондуктором 5. Контроль исполнителем, мастером, БТК | 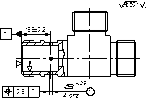
| Вертикально-сверлильный 2Н125 Кондуктор 38.12.7390-5566 Патрон 10 ГОСТ 8522-79 Сверло Æ1,6 38.12.2308-4081 |
| 085 | Слесарная | Верстак | |
| 090 | Маркировочная 1. Маркировать стрелку согласно эскизу 3. Маркировать чертежный номер клапана Чэ (00.0520. 0420. 0200.00.0.) шрифтом ПО-3 ГОСТ 2930-62 5. Маркировать порядковый номер клапана №э шрифтом ПО-3 ГОСТ 2930-62 7. Контроль исполнителем, мастером, БТК | 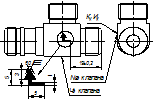
| Электрограф АМ9910-3459 |
| 100 | Промывка Промыть по типовому техпроцессу | ||
| 105 | Контроль | Стол контр. | |
| 110 | Гидроиспытания Проводить по типовому техпроцессу | ||
| 115 | Сушка Термо-вакуумная Проводить по типовому техпроцессу | ||
| 120 | Пневмоиспытания Проводить по типовому техпроцессу | ||
| 130 | Контроль | Стол контр. | |
| 140 141 | Токарная А. Выверить биение до 0,01 1. Подрезать торец, выдерживая размер 2 3. Снять зауснци в канавке и отверстии не не прослаб Æ80,016 5. Контроль исполнителем, мастером, БТК | 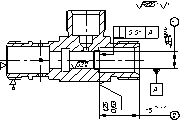
| Ток-винторезный 16К20 Оправка резьбовая М18×1,5 45-2999-0138 Резец 105-2134-8704 Притир 105-2854-4709 |
| Доводочная А. Установить, закрепить, снять 1. Притереть поверхность 1. После притирки каждую деталь сразу же замочить керосине 3. Контроль исполнителем, мастером, БТК | Ток-винторезный 16К20 Оправка резьбовая М18×1,5 Паста М28, М10 Притир 105-2854-4709 | ||
| 142 | Токарная 1. Установить, закрепить, снять 3. Точить R0,5 max 5. Контроль исполнителем, мастером, БТК | 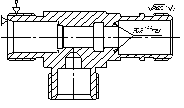
| Ток-винторезный 16К20 Оправка резьбовая М18×1,5 левая 45-2999-0138 Шкурка шлифовочная |
| 150 | Промывка Промыть по типовому техпроцессу | ||
| 155 | Контроль | Стол контр | |
| 160 | Контроль массы | Стол контр Весы РН-10ц-13ц ГОСТ 13882-68 | |
| 165 | Складирование | Тара 105-7095-4001 |








