 2020-01-14
2020-01-14 596
596
При работе на станках с ручным управлением механизированы только рабочие движения инструмента. Установку, настройку и замену инструмента, а также контроль за его состоянием осуществляет оператор. Повышение уровня автоматизации процесса обработки путем уменьшения вмешательства оператора достигается наряду с другими мероприятиями применением ряда новых, в том числе специальных конструкций инструмента, которые отвечают требованиям высокой эффективности использования оборудования с ЧПУ. Критерием оценки необходимости применения нового инструмента является минимальность себестоимости операции.
Как известно, себестоимость операции выражает в денежной форме часть общественных издержек производства, включающую затраты на средства труда и заработную плату:
 1.1
1.1
где Q — полная себестоимость операции механической обработки детали, коп.;  — продолжительность рабочего хода и дополнительных движений, зависящих от режима резания, мин;
— продолжительность рабочего хода и дополнительных движений, зависящих от режима резания, мин;  — продолжительность вспомогательной работы, включающая время вспомогательного хода и не зависящая от режима резания, мин; tnp — продолжительность внеплановых простоев, вызванных случайным выходом инструмента из строя или по другим причинам, зависящим от инструментальной оснастки, мин; Е-себестоимость станко-минуты, коп.; (в себестоимости станко-минуты учитываются затраты на средства труда и заработную плату, которые остаются постоянными во времени и не зависят от темпа операции);
— продолжительность вспомогательной работы, включающая время вспомогательного хода и не зависящая от режима резания, мин; tnp — продолжительность внеплановых простоев, вызванных случайным выходом инструмента из строя или по другим причинам, зависящим от инструментальной оснастки, мин; Е-себестоимость станко-минуты, коп.; (в себестоимости станко-минуты учитываются затраты на средства труда и заработную плату, которые остаются постоянными во времени и не зависят от темпа операции);  — плановые затраты, связанные с изнашиванием инструмента и отнесенные к одной детали, коп.;
— плановые затраты, связанные с изнашиванием инструмента и отнесенные к одной детали, коп.;  — прочие постоянные затраты на деталь, не зависящие от темпа операции, коп. В формуле (1.1) переменная доля себестоимости, зависящая от инструмента,
— прочие постоянные затраты на деталь, не зависящие от темпа операции, коп. В формуле (1.1) переменная доля себестоимости, зависящая от инструмента,
 1.2
1.2
где  — плановые потери времени работы станка на установку и замену инструмента, мин;
— плановые потери времени работы станка на установку и замену инструмента, мин;  — плановые потери времени работы станка на наладку, подналадку или размерное регулирование инструмента, мин;
— плановые потери времени работы станка на наладку, подналадку или размерное регулирование инструмента, мин;  -затраты на амортизацию и заточку инструмента за период его работы без замены, т. е. за период стойкости, коп.;
-затраты на амортизацию и заточку инструмента за период его работы без замены, т. е. за период стойкости, коп.;  —заработная плата наладчика за 1 мин, коп;
—заработная плата наладчика за 1 мин, коп;  — продолжительность работы инструмента без замены в течение 1 мин рабочего хода; Тп =T/
— продолжительность работы инструмента без замены в течение 1 мин рабочего хода; Тп =T/  , здесь: T — стойкость инструмента по принятому критерию затупления;
, здесь: T — стойкость инструмента по принятому критерию затупления;  — отношение длительности резания к длительности рабочего хода.
— отношение длительности резания к длительности рабочего хода.
Доли себестоимости, связанная с простоями оборудования:  частично зависит от инструментальной оснастки и связана со случайным (преждевременным) выходом инструмента из строя или из-за неудовлетворительного формирования стружки. Как следует из формулы (1.2), переменная доля себестоимости операции зависит от режима резания, потерь времени на установку и замену инструмента, потерь времени на наладку инструмента на размер обрабатываемой детали, стоимости инструмента за период его стойкости.
частично зависит от инструментальной оснастки и связана со случайным (преждевременным) выходом инструмента из строя или из-за неудовлетворительного формирования стружки. Как следует из формулы (1.2), переменная доля себестоимости операции зависит от режима резания, потерь времени на установку и замену инструмента, потерь времени на наладку инструмента на размер обрабатываемой детали, стоимости инструмента за период его стойкости.
Зависимость составляющих переменной доли себестоимости операции от скорости резания качественно можно представить в виде кривых, приведенных на рис. 2. Кривая 4 характеризует зависимость переменной доли себестоимости операции от скорости резания и качества инструмента. Она имеет минимум при скорости резании, называемой экономической скоростью резания, называемой

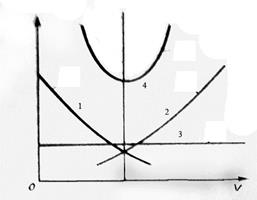
Рисунок 2 - Взаимосвязь составляющей переменной доли себестоимости от скорости резанья
экономической скоростью резания, обеспечивающей минимальную себестоимость операции. Экономическая скорость резания, 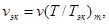 где v и T— нормативные значения скорости резания и стойкости;
где v и T— нормативные значения скорости резания и стойкости;  показатель степени.
показатель степени.
 1.3
1.3
Экономическую стойкость можно получить из формулы (1.2) при условии минимальности величины  .
.
Таким образом, формулы (1.1) и (1.2) показывают, что путями снижения себестоимости операции являются создание инструмента, обеспечивающего повышение экономической скорости резания, т.е. снижающего переменную долю себестоимости, а также применение устройств, реагирующих на случайный выход инструмента из строя и на, неудовлетворительное формирование стружки.
Снижение затрат на амортизацию инструмента за период его работы достигается использованием в конструкциях унифицированных деталей и узлов и взаимозаменяемых агрегатов.
Так как срок службы режущих частей инструмента ограничен, экономически целесообразны устройства, обеспечивающие их функционирование, выделить в отдельные агрегаты, По аналогии с традиционной терминологией эти агрегаты называют вспомогательным инструментом. На практике не всегда можно четко разделить режущий и вспомогательный инструмент для автоматизированного оборудования.
Конструкция вспомогательного инструмента для станков с ЧПУ определяется его основными элементами: присоединительными поверхностями для установки его на станке и для установки режущего инструмента. Устройства, осуществляющие автоматическую смену инструмента и его крепление на станке, определяют конструкцию хвостовика, который должен быть одинаковым для всего инструмента к данному станку. Для получения заданных размеров деталей без пробных ходов в соответствии с программой необходимо введение в конструкцию вспомогательного инструмента устройств, обеспечивающих регулирование положения режущей кромки.
Эти обстоятельства привели к появлению разнообразных держателей, у которых хвостовик сконструирован для конкретного станка, а передняя зажимная часть — для режущего инструмента со стандартными присоединительными поверхностями (призматическими, цилиндрическими и коническими). Держатели образуют комплект вспомогательного инструмента, состоящий из резцедержателей, патронов, оправок различных конструкций, предназначенных для крепления режущего инструмента. Комплект в сочетании с прибором предварительной настройки должен обеспечивать наладку инструмента для работы на станке с ЧПУ.
В настоящее время установлено, что наиболее рационально на станках с ЧПУ применять инструментальные блоки, состоящие из режущего и вспомогательного инструмента. Инструментальные блоки снабжены идентичными посадочными местами, и их предварительно настраивают на заданные размеры (или измеряют).
В процессе работы станка блоки с помощью манипулятора автоматически или вручную с минимальными затратами времени устанавливаются на станке в рабочее положение и закрепляются.
Приняты две системы инструментальных блоков: для станков токарной группы, где инструмент не вращается; для станков сверлильно-расточно-фрезерной группы, т. е. для вращающегося инструмента. У токарных станков с ЧПУ за основные элементы инструментальных блоков приняты режущий инструмент (резец, сверло, развертка и т. п.) и держатель, который закрепляется в револьверной головке станка. Для сверлильно-расточнофрезерных станков с ЧПУ) основными элементами инструментальных блоков являются режущий инструмент (сверло, фреза, развертка и т. п.) и держатель с коническим ком конусностью 7: 24, закрепляемый в конусном отверстии шпинделя станка. Конические хвостовики выполняют с конусами 30, 40, 45 или 50.
В отечественном машиностроении широко используют систему вспомогательного инструмента для станков с ЧПУ, в которой на основе проведенной унификации содержится необходимая для практики номенклатура типовых конструкций держателей, применяемых для сборки инструментальных блоков.
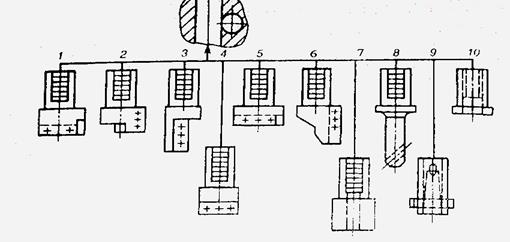
Рисунок 3 - Набор вспомогательных инструмента с цилиндрическим хвостовиком для токарных станков с ЧПУ.
Для токарных станков с ЧПУ разработан набор унифицированного вспомогательного инструмента с цилиндрическим хвостовиком (рис. 3). Резцедержатели 1—6 позволяют применять резцы с различными 'размерами сечения державок. Для обработки наружных поверхностей можно использовать резцедержатели 1, 4, 5, 6. Резцедержатели 2 и 3 могут быть использованы при обработке внутренних поверхностей, выточек, расточек и др.
Контурное наружное точение рекомендуется производить инструментом, закрепленным в резцедержателе 5 с открытым пазом. Резцедержатель 4 с перпендикулярным оси хвостовика открытым пазом предназначен для закрепления отрезных резцов. Резцедержатели имеют левое и правое исполнение (кроме 4), их применяют в зависимости от расположения револьверной головки и направления вращения шпинделя (правое и левое). Во всех рассмотренных резцедержателях СОЖ подводится от револьверной головки к вершине резца. Вместе с тем у них отсутствуют какие-либо выступающие элементы (винты или трубки), на которые может навиваться стружка.
Переходная втулка 10 позволяет закреплять режущий инструмент или переходные элементы круглого сечения. Для крепления режущего инструмента с конусом Морзе рекомендуются переходные жесткие втулки 9. Растачивать отверстия в деталях можно либо резцами, закрепленными во втулках 7, либо с помощью расточных оправок 8.
Базирование и крепление с помощью цилиндрического хвостовика обеспечивает надежное центрирование инструмента. Резцедержатель базируют по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента; резцедержатель крепят в револьверной головке с помощью клина, имеющего рифления, смещенные относительно рифления хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с силой 3—4 кН.
На цилиндрические присоединительные поверхности инструмента | станков разработан ГОСТ 24900—91 «Хвостовики державок цилиндрические для токарных станков с программным управлением. Основные размеры (рис. 4).
Рисунок 4 - Цилиндрически хвостовики для крепления инструмента на токарных станках с ЧПУ.
Типовой резцедержатель с цилиндрическим хвостовиком и с перпендикулярным к оси хвостовика открытым пазом под резцы различных типов приведен на рис. 5. Для установки резца на высоте центров служит подкладка 2. Крепления резца осуществляется с помощью винтов и прижимной планки 3. Подача СОЖ в зону резания осуществляется через канал в корпусе 1, образованный пересекающимися отверстиями и заканчивающийся шариком 4, позволяющим регулировать посадки СОЖ.
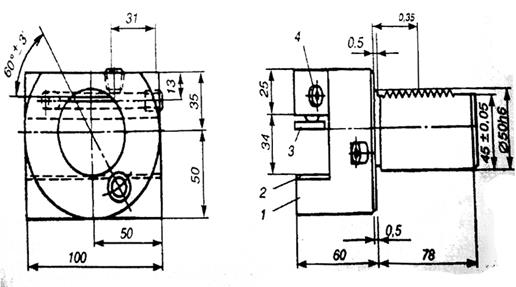
Рисунок 5 - Резцедержатель с цилиндрическим хвостовиком.








