дуговые способы сварки (ручная плавящимся покрытым электродом; автоматическая и механизированная под флюсом; ручная, автоматическая и механизированная в среде защитных газов); электрошлаковая сварка; плазменная сварка; электроннолучевая сварка; лазерная сварка; газовая сварка.
- Ручная дуговая сварка плавящимся покрытым электродом (РДС) (рис. 54С)
| Ручная дуговая сварка плавящимся покрытым электродом - дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода.
|
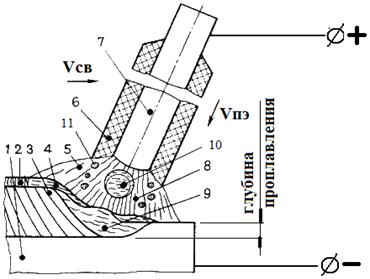 Рис. 54С. Схема ручной дуговой сварки плавящимся покрытым электродом (РДС)
При РДС источником теплоты является электрическая (сварочная) дуга 8. Для образования и поддержания электрической дуги к электроду и свариваемому изделию от источника питания подводится переменный или постоянный сварочный ток (процесс сварки на постоянном токе стабильнее, чем на переменном). Зажигание сварочной дуги производится вручную касанием электродом поверхности свариваемых элементов. В процессе сварки дуга 8 горит между торцом металлического стержня 7 электрода (электродный металл) и свариваемыми заготовками 1 (основной металл). Под действием теплоты дуги металлический стержень электрода плавится и расплавленный металл 10 каплями стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги. Капли расплавленного защитно-легирующего покрытия 11 формируют жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере расходования электрод вручную подается в зону сварки со скоростью Vпэ (скорость подачи электрода), равной средней скорости его плавления, что обеспечивает постоянство средней длины дугового промежутка (длины дуги) Lд*. Газовая защитная атмосфера и жидкая шлаковая ванна изолируют зону сварки от окружающего воздуха. При перемещении вручную дуги со скоростью сварки Vсв сварочная ванна затвердевает и формируется сварной шов 3. В состав сварного шва входят как электродный (металл электрода), так и основной металл. Затвердевший жидкий шлак образует твердую шлаковую корку 2 на поверхности сварного шва, которая защищает остывающий твердый металл от влияния окружающей среды.
*Длина дуги Lд – расстояние от торца металлического стержня электрода до поверхности сварочной ванны.
Рис. 54С. Схема ручной дуговой сварки плавящимся покрытым электродом (РДС)
При РДС источником теплоты является электрическая (сварочная) дуга 8. Для образования и поддержания электрической дуги к электроду и свариваемому изделию от источника питания подводится переменный или постоянный сварочный ток (процесс сварки на постоянном токе стабильнее, чем на переменном). Зажигание сварочной дуги производится вручную касанием электродом поверхности свариваемых элементов. В процессе сварки дуга 8 горит между торцом металлического стержня 7 электрода (электродный металл) и свариваемыми заготовками 1 (основной металл). Под действием теплоты дуги металлический стержень электрода плавится и расплавленный металл 10 каплями стекает в сварочную ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги. Капли расплавленного защитно-легирующего покрытия 11 формируют жидкую шлаковую ванну 4 на поверхности расплавленного металла. По мере расходования электрод вручную подается в зону сварки со скоростью Vпэ (скорость подачи электрода), равной средней скорости его плавления, что обеспечивает постоянство средней длины дугового промежутка (длины дуги) Lд*. Газовая защитная атмосфера и жидкая шлаковая ванна изолируют зону сварки от окружающего воздуха. При перемещении вручную дуги со скоростью сварки Vсв сварочная ванна затвердевает и формируется сварной шов 3. В состав сварного шва входят как электродный (металл электрода), так и основной металл. Затвердевший жидкий шлак образует твердую шлаковую корку 2 на поверхности сварного шва, которая защищает остывающий твердый металл от влияния окружающей среды.
*Длина дуги Lд – расстояние от торца металлического стержня электрода до поверхности сварочной ванны.
|
| Покрытие электродов
Покрытие электродов готовят из порошкообразной смеси различных компонентов. Назначение покрытия - повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов и улучшить качество сварки.
ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ
Основными параметрами ручной дуговой сварки покрытыми электродами являются: величина сварочного тока, род и полярность тока, напряжение на дуге, скорость сварки Vсв, диаметр электрода.
|
| Область применения.
В промышленности – единичное производство (опытное, ремонтное), в строительстве – монтажное производство.
|
- Автоматическая дуговая сварка под флюсом проволочным электродом (электродной проволокой) (рис. 55С)
| Автоматическая дуговая сварка - дуговая сварка, при которой возбуждение дуги, подача плавящегося электрода или присадочного металла и перемещение дуги относительноизделия осуществляются механизмами без непосредственного участия человека, в том числе и по заданной программе.
|
 Рис. 55С Схема дуговой сварки под флюсом проволочным электродом.
Рис. 55С Схема дуговой сварки под флюсом проволочным электродом.
|
| При дуговой сварке под флюсом проволочным электродом источником теплоты является сварочная дуга 1. Для сварки используют непокрытую электродную проволоку и флюс, который защищает дугу, сварочную ванну и сварной шов от влияния атмосферы. Сварочная дуга 1 горит между свариваемыми заготовками 2 (основной металл) и концом электродной проволоки 3 (электродный металл). Сварочный ток к проволоке подводится через скользящий токоподвод 4 по электрической цепи 11 от источника переменного (~) или постоянного (–) тока 13 при замыкании контактора 12.
Зона сварки закрыта высыпающимся из бункера 9 мелкозернистым флюсом 14, образующим на поверхности свариваемого металла слой толщиной 30…80 мм и шириной 40…100 мм. Под влиянием теплоты дуги электродная проволока плавится и по мере расплавления подаётся в зону сварки из кассеты 5 роликами 10 подающего механизма с постоянной скоростью Vпп. Кроме того, дуга расплавляет основной металл и часть флюса, находящегося в зоне дуги. В области горения дуги образуется полость 6, изолированная от окружающей среды. Капли расплавленной электродной проволоки, расплавленный основной металл и расплавленный флюс (жидкий шлак) смешиваются и образуют сварочную ванну 8. Расплавленный флюс 7 вследствие значительно меньшей плотности всплывает на поверхность расплавленного металла и покрывает его плотным слоем.
Электродная проволока вместе с дугой перемещается в направлении сварки (Vсв). Капли плавящейся электродной проволоки и жидкий металл сварочной ванны под силовым воздействием дуги отталкиваются в сторону, противоположную движению дуги. По мере удаления дуги металл сварочной ванны начинает охлаждаться, а затем затвердевает, образуя сварной шов 15. Затвердевший шлак образует на поверхности шва шлаковую корку 16. После прекращения сварки и охлаждения металла шлаковая корка удаляется с поверхности шва.
Нерасплавленный в процессе сварки избыточный флюс убирается и используется в дальнейшем при последующей сварке.
ОСНОВНЫЕ ПАРАМЕТРЫСВАРКИ
Основными параметрами дуговой сварки под флюсом проволочным электродом являются: диаметр электродной (сварочной) проволоки, величина сварочного тока, напряжение на дуге, скорость сварки Vсв, скорость подачи электродной проволоки Vпп. Дополнительными параметрами являются: род и полярность тока (при постоянном токе), толщина слоя флюса.
|
| Сварочные материалы.
Сварочными материалами при дуговой сварке под флюсом проволочными электродами являются электродная проволока и флюс для дуговой сварки.
Электродная проволока -сварочная проволока для использования в качестве плавящегося электрода. Электродная проволока может иметь химический состав близкий к составу свариваемого металла или существенно отличающийся от него за счет дополнительно введенных легирующих элементов, что позволяет легировать этими элементами металл шва. Для сварки применяют специально выплавленную проволоку обозначенную индексом Св. Например, Св-08 означает: сварочная проволока, содержащая 0,08% углерода. Проволоку заправляют в кассеты. Длина заправленного куска может достигать десятков и сотен метров.
Флюс для дуговой сварки -сварочный флюс, защищающий дугу и сварочную ванну от вредного воздействия окружающей среды и осуществляющий металлургическую обработку ванны.
|
| Область применения.
Тяжелое транспортное, нефте-химико-энергетическое машиностроение, листовая сварка резервуаров, листовая сварка в судостроении. Рекомендуемый тип производства–массовое.
|
 2020-04-07
2020-04-07 236
236







