 2020-04-07
2020-04-07 311
311| Дуговая сварка в защитном газе плавящимся электродом -дуговая сварка плавящимся электродом, при которой используют электродную проволоку, а дугу и сварочную ванну защищают от атмосферы газом, подаваемым снаружи. Дуговая сварка в защитном газе плавящимся электродом может быть автоматической и механизированной | |
| Автоматическая дуговая сварка в защитном газе плавящимся электродом (рис. 56С) | |
|
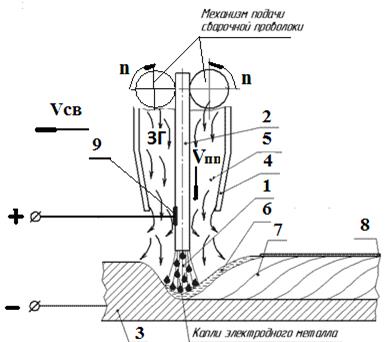
Рис. 56С. Схема автоматической дуговой сварки в защитном газе плавящимся электродом При дуговой сварке в защитном газе плавящимся электродом источником теплоты является сварочная дуга 1, горящая между плавящимся электродом (сварочной проволокой) 2 и изделием 3. В зону сварки через сопло* 4 подаётся защитный газ 5 (ЗГ), защищающий металл сварочной ванны 6, капли электродного металла и нагретый участок сварного шва 7 от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны 6, кристаллизуясь, образует сварной шов 7, на поверхности которого находится тонкий слой шлака 8. Дуговую сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. при переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Напряжение на сварочную проволоку подается через скользящий токоподвод 9. По мере плавления сварочная проволока поступает в зону сварки с постоянной скоростью Vпп, что обеспечивается механизмом подачи сварочной проволоки. В качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки углеродистых и низколегированных сталей применяют углекислый газ СО2. Но углекислый газ диссоциирует в дуге при высоких температурах, образуя оксид углерода СО и кислород О2. Кислород вступает в химическую реакцию с металлом, что способствует выгоранию легирующих компонентов и компонентов – раскислителей (кремния, марганца). В связи с этим при сварке в СО2 сварочную проволоку следует выбирать с повышенным содержанием этих элементов. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание. * Сопло горелки для дуговой сварки - сопло для подвода и направления газа с целью защиты сварочной ванны и электрода от воздействия воздуха. | |
| ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ Основными параметрами дуговой сварки в защитном газе плавящимся электродом являются: величина сварочного тока, род и полярность тока, напряжение на дуге, расход защитного газа, скорость сварки Vсв, диаметр электродной проволоки, скорость подачи электродной проволоки Vпп. | |
| Область применения. Практически все отрасли машиностроения; в строительстве на монтаже крупногабаритных конструкций; автоматическая сварка неповоротных стыков трубопроводов большого диаметра. | |
Дуговая сварка в защитном газе неплавящимся вольфрамовым (W) электродом (рис. 57С)
| Дуговая сварка в защитном газе неплавящимся электродом может быть автоматической, механизированной и ручной. | ||||
|
а |
б | |||
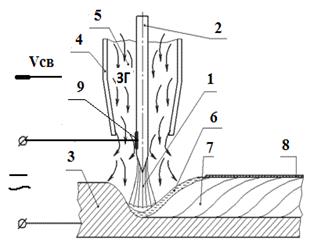
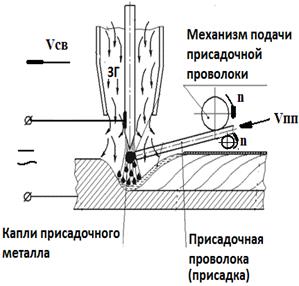
| Рис. 57С. Схема д уговой сварки в защитном газе неплавящимся вольфрамовым (W) электродом а – без присадки (может быть ручной и автоматической); б –с присадочной проволокой (с присадкой) (может быть ручной, механизированной и автоматической). Vсв – скорость сварки; Vпп – скорость подачи присадочной проволоки При дуговой сварке в защитном газе неплавящимся электродом (рис. 57С, а) источником теплоты является сварочная дуга 1, горящая между неплавящимся электродом 2 и изделием 3. В зону сварки через сопло 4 подаётся защитный газ 5 (ЗГ), защищающий металл сварочной ванны 6 и нагретый участок сварного шва 7 от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов 7 на поверхности которого находится тонкий слой шлака 8. В состав шва входит только основной металл. Ток от источника питания к электроду подается с помощью токоподвода 9. Сварка может выполняться как на переменном, так и на постоянном токе. Неплавящийся электрод изготавливается из тугоплавкого материала - вольфрама. В качестве защитного газа при сварке вольфрамовым электродом применяются только инертные газы или их смеси - аргон, гелий, смесь аргона и гелия. Активный газ СО2 применять нельзя, т.к. образующийся при диссоциации СО2 в области высоких температур кислород окисляет вольфрамовый электрод, что приводит к его выгоранию. При сварке металла большой толщины для обеспечения проплавления основного металла и получения требуемых геометрических параметров сварного шва, сварку ведут по зазору или с разделкой кромок с добавлением присадочного (чаще всего в виде проволоки) металла (рис. 57С, б). При сварке с присадкой в состав сварного шва входит основной металл и металл присадочной проволоки. ОСНОВНЫЕ ПАРАМЕТРЫ СВАРКИ | ||||
| Сварка без присадки (рис. 57С, а) | Сварки с присадкой (рис. 57С, б) | |||
| величина сварочного тока, род и полярность тока, напряжение на дуге, расход защитного газа, скорость сварки Vсв, диаметр вольфрамового электрода. | величина сварочного тока, род и полярность тока, напряжение на дуге, расход защитного газа, скорость сварки Vсв, диаметр вольфрамового электрода, диаметр присадочной проволоки, скорость подачи присадочной проволоки Vпп. | |||
| Область применения. Практически все отрасли машиностроения; строительство (монтаж); сварка корневых швов трубопроводов малого диаметра. Тип производства – серийное, массовое. | ||||
 |








