 2020-04-07
2020-04-07 209
209Сверла
 Для сверления и растачивания отверстий диаметром до 80 мм используют сверла. В зависимости от конструкции и назначения различают следующие типы сверл: цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные) (рис. 9, а); сверла для рассверливания чугуна с пластиной из твердого сплава (рис. 9, б); перовые для глубоких отверстий (рис. 9, в); полые для кольцевого сверления отверстий диаметром I более 60 мм (рис. 9, г); ступенчатые (рис. 9, д).
Для сверления и растачивания отверстий диаметром до 80 мм используют сверла. В зависимости от конструкции и назначения различают следующие типы сверл: цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные) (рис. 9, а); сверла для рассверливания чугуна с пластиной из твердого сплава (рис. 9, б); перовые для глубоких отверстий (рис. 9, в); полые для кольцевого сверления отверстий диаметром I более 60 мм (рис. 9, г); ступенчатые (рис. 9, д).
Основными частями сверла являются (см. рис. 9, а): рабочая часть 6, шейка 3, хвостовик 5, поводок или лапка 4, режущая часть 1 испиральная канавка 2. Форма заточки режущей части существенно влияет на процесс резания и может быть обыкновенная, с подточкой перемычки, с подточкой перемычки и ленточки, с двойной заточкой и др.
|
|

Рис. 9 Сверла: а — цилиндрическое с винтовой канавкой и коническим хвостовиком: 1 — режущая часть; 2 — спиральная канавка; 3 — шейка; 4 — лапка; 5 — хвостовик; 6 — рабочая часть; б — цилиндрическое с пластиной из твердого сплава: D — диаметр хвостовика; в — перовое для глубоких отверстий; г — полое для кольцевого сверления отверстий; д — ступенчатое
Удлиненные сверла больше стандартных на 30...40 %.
Сверла для рассверливания отверстий в чугунных заготовках имеют прямолинейную канавку или канавку с крутой спиралью для отвода стружки и пластину твердого сплава на режущей части.
Перовые сверла для сверления глубоких отверстий большого диаметра могут иметь направляющие из твердых пород дерева и охлаждаться эмульсией.
Полые головки для кольцевого сверления отверстий большого диаметра позволяют использовать сердцевину отверстий и требу-
ют меньших затрат мощности и времени на обработку отверстий в сплошном материале по сравнению с обычным сверлением и последующим рассверливанием, зенкерованием и растачиванием.
Ступенчатое сверло для обработки крепежных отверстий имеет четыре ленточки на большом диаметре и обеспечивает точное расположение осей (±0,05 мм) и шероховатость поверхности Ra2,5... 125 мкм.
Большое распространение получили центровые сверла, позволяющие одновременно обрабатывать цилиндрическую и коническую части центровочных отверстий. Промышленность выпускает сверла с углом базового конуса 60 и 75°, с двойным базовым конусом 60 и 120°, с радиусной базовой поверхностью.
Развертки
 Для обработки точных цилиндрических и конических отверстий на станках сверлильной, токарной, расточной групп или вручную используют чистовой осевой инструмент — развертки, которые являются единственным инструментом для обработки точных отверстий малого диаметра.
Для обработки точных цилиндрических и конических отверстий на станках сверлильной, токарной, расточной групп или вручную используют чистовой осевой инструмент — развертки, которые являются единственным инструментом для обработки точных отверстий малого диаметра.
На рис. 10 показаны основные типы разверток: цельные с цилиндрическим или коническим хвостовиком (рис. 10, а); насадные для сквозных или глухих отверстий (рис. 10, б); конические (рис. 10, в); специальные для борштанг (с нерегулируемыми и регулируемыми ножами) (рис. 10, г).
В зависимости от характера обрабатываемого материала применяют развертки с пластинками из быстрорежущей стали или твердого сплава.
Режущая часть сварных разверток выполняется из быстрорежущих сталей, хвостовик — из стали 45.
Ручные развертки изготавливают из инструментальной стали 9ХС в двух исполнениях: развертки с прямыми канавками диаметром 1...50 мм и
 развертки с винтовыми канавками диаметром 6... 50 мм.
развертки с винтовыми канавками диаметром 6... 50 мм.
Рис. 10. Развертки:
а - цилиндрическая с коническим хвостовиком; б - насадная; в - коническая; г - специальная для борштанг
Хвостовик у разверток цилиндрический, заканчивающийся квадратом. Особенностью разверток является длинная рабочая часть, что обеспечивает их хорошее направление и центрирование по обрабатываемому отверстию.
Конические развертки предназначены для предварительной и чистовой обработки конических отверстий с конусностью 1:50; 1:30; 1:20; 1:16 и конусами Морзе. Особенностью конических разверток является отсутствие калибрующей части. Развертки для отверстий под конические штифты с конусностью 1:50 изготавливают только чистовыми, остальные – черновыми и чистовыми. На режущих кромках черновых разверток нанесены стружкоразде-лительные канавки в виде прямоугольной резьбы.
Для удобства измерения реального размера разверток с помощью микрометра все их виды выполняют с четным числом зубьев, однако при равномерном шаге между зубьями возможна огранка обработанного отверстия. Поэтому у разверток зубья выполняют с неравномерным окружным шагом. Только одна пара зубьев лежит в диаметральной плоскости, она и показывает реальный диаметр развертки.
Зенкеры и зенковки
 С помощью зенкеров обрабатывают цилиндрические отверстия, полученные сверлением, отливкой, ковкой, штамповкой, с целью придания им более правильной геометрической формы, повышения размерной точности и уменьшения шероховатости поверхности.
С помощью зенкеров обрабатывают цилиндрические отверстия, полученные сверлением, отливкой, ковкой, штамповкой, с целью придания им более правильной геометрической формы, повышения размерной точности и уменьшения шероховатости поверхности.
Зенкеры бывают следующих типов (рис. 11): со спиральным зубом, коническим и цилиндрическим хвостовиком (быстрорежущие или с пластинками твердого сплава); со спиральным зубом (насадные и цельные); насадные со вставными ножами и быстрорежущие; насадные, оснащенные твердым сплавом; для цилиндрических углублений (цельные и съемные); для зачистки торцовых поверхностей (пластинчатые или со вставными ножами); специальные для борштанг.
Материал корпуса зенкера — сталь 40Х.
В зависимости от назначения отечественная промышленность выпускает следующие разновидности зенкеров:
· цельные с коническим хвостовиком, трехзубые, номинальный диаметр 10...50 мм;
· твердосплавные, с коническим хвостовиком, трехзубые, номинальный диаметр 14...50 мм;
· цельные насадные, четырехзубые, номинальный диаметр 42...80 мм;
· насадные со вставными быстрорежущими ножами или вставными ножами из твердого сплава, номинальный диаметр 50... 100 мм, число зубьев — от 4 до 6.
Для обработки опорных поверхностей под крепежные винты применяют зенковки со сменной цапфой (рис. 11, ж). Диаметр цапфы выбирают в зависимости от диаметра основного отверстия. Зенковки с цилиндрическим 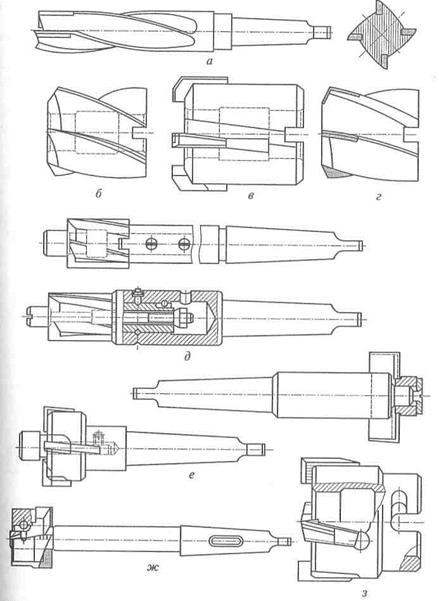
Рис. 11 Зенкеры (а — е, з) и зенковка (ж): а — /цилиндрический с винтовой канавкой и пластинами твердого сплава; б — насадный цельный; в — насадный со вставными ножами; г — насадный с твердосплавными ножами; д — цельный и съемный для цилиндрических углублений; е — пластинчатый со вставными ножами для обработки торцов; ж — обратная с штифтовым замком; з — специальный для борштанг
хвостовиком выпускают диаметром 15; 18; 20; 22 и 24 мм, зенковки с коническим хвостовиком — 15; 18; 20; 22; 24; 26; 30; 42; 43; 44; 46 и 50 мм.








