 2020-04-12
2020-04-12 1143
1143Станки сверлильно-расточной группы
ТЕМА УРОКА «Типажи расточных станков »
ПЛАН УРОКА:
1 Назначение, область применения расточных станков
2 Универсальный горизонтально-расточный станок модели 2620В
3 Алмазно-расточные станки
4 Координатно-расточные станки
ЗАДАНИЕ НА ДОМ: 1. с.186-192.
Назначение, область применения расточных станков
Расточные станки предназначены для растачивания и сверления отверстий, фрезерования и обтачивания вертикальных и горизонтальных плоских и фасонных поверхностей набором фрез или резцом, нарезания резьб и других операции при обработке корпусных деталей в мелкосерийном и серийном производстве. Иногда на расточных станках можно произвести окончательную обработку заготовки корпусной детали без переустановки её на другие станки.
 |
Рисунок 1 – Схемы обработки отверстий на расточных станках
Отличительной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, совершающего движение осевой подачи. В отверстие шпинделя закрепляется режущий инструмент – борштанга с резцом, сверло, зенкер, развёртка, фреза и др.
Перемещения, обеспечивающие установку шпинделя в заданное положение и движение подачи сообщаются различным узлам расточных станков в зависимости от назначения, компоновки, размеров станка, а так же характера операции.
В зависимости от характера операций, назначения и конструктивных особенностей расточные станки подразделяют на универсальные и специальные.
Универсальные станки делят на горизонтально-расточные и алмазно-расточные (отделочно-расточные) и координатно-расточные.
Для расточных станков наиболее существенными параметрами, определяющими основные данные станка, являются диаметр расточного шпинделя и размеры поворотного стола
Выпускают горизонтально-расточные станки с диаметром шпинделя 80 - 32 мм и с рабочим размером поворотных столов от 800 - 900 до 1600 - 1800 мм.
Таблица 1 – Модели расточных станков.
| Горизонтально-расточные 2М614 2620В 2622В 26 36Г 2637Г 2651Ф2 2Б660Ф2 2А680Ф2 Координатно-расточные Вертикальные одностоечные 2641 2В440А 2Д450А Вертикальные двухстоечные 2455АФ2 2В460А 2В470А Горизонтальные 2459 Горизонтально-расточные 2М614 2620В 2622В 2636Г 2637Г 2651Ф2 2Б660Ф2 2А680Ф2 Алмазно-расточные Вертикальные 278Л 2А78Н 2777В(1-4 шп.) 2779В (1-8 шп.) Горизонтальные (односторонние) 2703В 2705В 2711В 2713В двухсторонние 2704В 2706В 2712В 2714В | Диаметр выдвижного шпинделя 80 90 110 125 160 200 220 320 Размер рабочей поверхности стола 320 х 560 400 х 710 630 х 1120 630 х 300 1000 х 1600 1400 х 2200 100 х 1250 Диаметр выдвижного шпинделя 80 90 110 125 160 200 220 320 Диаметр растачиваемого отверстия 165 200 250 350 65 250 250 250 65 250 250 250 |

Рисунок 2 – Схема работы горизонтально-расточного станка
Универсальный горизонтально-расточный станок модели 2620В
Универсальный горизонтально-расточный станок с ручным управлением. Станок предназначен для обработки заготовок больших размеров и массы. Станок (рис. 3) имеет неподвижную переднюю стойку 3, установленную на основании 11. На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5.
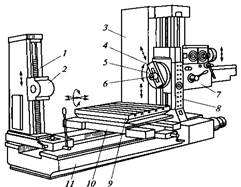 |
Рисунок 3 – Универсальный горизонтально-расточный станок:
1,3 – стойки; 2 – люнет; 4 – суппорт; 5 – планшайба; 6 – шпиндель; 7 – шпиндельная бабка; 8 – пульт; 9 – стол; 10 – салазки; 11 –основание.
На направляющих стойки может перемещаться вверх-вниз шпиндельная бабка 7 с расточным шпинделем 6 и планшайбой 5. На направляющих основания расположены салазки 10, а на них стол 9, который может перемещаться в продольном и поперечном направлениях относительно оси шпинделя и совершать круговое движение. На основании установлена задняя стойка 1 с люнетом 2, предназначенным для дополнительной опоры конца борштанги при растачивании длинных отверстий. На планшайбе в радиальных направляющих смонтирован суппорт 4, обеспечивающий обработку резцом плоских поверхностей и выточек. Управление станком осуществляется с пульта 8. Координаты перемещения шпиндельной бабки, люнета, задней стойки и стола отсчитываются по лимбам или с помощью навесных оптических устройств (с точностью до 0,01 мм).
Кинематическая схема станка приведена на рис. 4.

Рисунок 4 – Кинематическая схема станка 2620В
Главное движение — вращение — шпиндель и планшайба получают от двухскоростного электродвигателя M1, соединенного через муфту с валом I. Вал II через зубчатые колеса 26/64 (18/72 или 22/68) и далее вал III через зубчатые колеса 19/60 или 44/35 получают движение от вала I. Зубчатые колеса 19/61 передают вращение от вала III валу IV, от которого через зубчатые колеса 30/86 (или 74/41 в зависимости от положения муфты 1 двухстороннего действия) получает вращение шпиндель (вал VI). Минимальная частота вращения шпинделя
n min =  мин -1
мин -1
Вращение планшайбы происходит при включенной муфте 2, соединяющей зубчатое колесо z = 21 с валом IV. В этом случае минимальная частота вращения планшайбы
n min =  мин -1
мин -1
Кинематика привода шпинделя обеспечивает 36 ступеней частот вращения, но поскольку 13 из них совпадают по значениям, то шпиндель имеет 23 различные частоты вращения, а планшайба - 15.
Вал V выполнен в виде трубы, вращаемой на подшипниках, внутри которой проходит шпиндель VI. Последний получает вращение от вала V и имеет осевое перемещение от гайки ходового винта 20x3.
Осевое движение подачи шпинделя производится ходовым винтом, получающим вращение от регулируемого электродвигателя М2 постоянного тока через зубчатые колеса 16/77, муфту 8, вал VII, конические зубчатые колеса 45/36 реверсивного механизма, вал VIII, червячную передачу 4/29, зубчатые колеса 35/37 (через муфту 4), зубчатые колеса 21/48 и 40/35. Положение муфты 8 контролируется конечным выключателем Вк.
Уравнение баланса кинематической цепи движения подачи вдоль оси шпинделя имеет вид

где п2 = 1500 мин-1.
Радиальное движение подачи расточного суппорта планшайбы происходит от вала VII через конические колеса 45/36 (при включенной муфте 10), червячную передачу 4/29 (при включенной муфте 5), зубчатые колеса 64/50, планетарную передачу с колесами 16/32, 16/23 и далее через цилиндрические колеса 35/100/23, конические колеса 17/17 и червячно-реечную передачу с шагом 16 мм, перемещающую суппорт планшайбы. Планетарная передача обеспечивает необходимую связь радиального перемещения суппорта с вращением планшайбы. С этой целью на планшайбе свободно установлено зубчатое колесо z = 100, получающее вращение от колеса z = 35, смонтированного на левом ведомом валу планетарной передачи. Ведущими звеньями этой передачи являются корпус (водило) и зубчатое колесо z = 16.
Продольное движение подачи стола осуществляется от вала VII через зубчатые колеса 26/65 (при включенной муфте 9), 16/ 40 и ходовой винт 10x2. Ручная подача осуществляется от рукоятки 12.
Поперечное движение подачи стола производится от вала VII через конические колеса 45/36/45 (для изменения направления движения стола служит муфта 10), зубчатые колеса 22/14/37, конические колеса 22/33, ходовой винт 8x1. Ручное движение подачи происходит от рукоятки 13.
Вертикальное движение подачи шпиндельной бабки осуществляется от вала VII через реверсивный механизм с зубчатыми колесами (муфту 7) 42/40, конические колеса 15/80, ходовой винт 8x2. Ручное движение подачи выполняется с помощью рукоятки 11. Одновременно в стойке может вертикально перемещаться люнет, получающий движение от вала IX через зубчатые колеса 22/44, конические зубчатые колеса 17/34 и ходовой винт 6x2.
Для ручного перемещения стойки служит рукоятка 15. Быстрые осевые перемещения шпинделя происходят вручную от маховика 6 при включении муфт 3 и 4. Поворот стола может быть осуществлен от электродвигателя МЗ через клиноременную передачу, червячную передачу 2/35, зубчатые колеса z = 13 и z = 188 (с внутренним зацеплением). Вручную стол поворачивают рукояткой 14.
Для того чтобы нарезать резьбу резцом, закрепленным на расточном шпинделе, требуется сообщить ему осевое перемещение за один оборот, равное шагу нарезаемой резьбы, При этом движение от шпинделя передается на вал IV, далее зубчатым колесам 67/94, сменным колесам а, Ь, с, d, коническим колесам 18/36, червячной передаче 4/29 и далее по цепи осевого движения подачи шпинделя. Для ручного регулирования положения люнета задней стойки предусмотрена червячная передача, работающая от рукоятки 16.








