 2020-04-12
2020-04-12 134
134Производительность труда является важнейшим народнохозяйственным показателем, служащим основным критерием для оценки трудовой деятельности строителей. Показателем производительности труда служит величина затрат рабочего времени на единицу продукции или количество продукции, выработанное в единицу времени (1 час или смену). Чем меньше затраты времени рабочего на единицу продукции или чем больше его выработка в единицу времени, тем выше производительность труда. Затраты времени рабочего на единицу продукции устанавливаются официальными государственными нормами - ЕНиР.
Повышение производительности труда на предприятии достигается следующими методами:
• Замена труда капиталом. Реализация данного метода осуществляется путем технического переоснащения производства, внедрения нового эффективного оборудования и технологий.
• Интенсификация труда. Этот метод реализуется посредством применения на предприятии ряда административных мер, которые нацелены на ускорение выполнения сотрудниками предприятия их работы.
• Повышение эффективности организации труда. Данный метод предполагает выявление и устранение всех факторов, приводящих к производственным потерям, определение наиболее рациональных способов увеличения эффективности работы, а также развитие на предприятии оптимальных приемов организации производственных процессов.
10.Схемы изображающие виды сварных швов листового металла, виды сварных швов (названия и условные обозначения), правильной и неправильной формы. Изображение и обозначения на чертежах: сварная точка, линии выносные для сварного шва и надписи на полках (сверху и снизу полки), обозначение ∆ (на полке – надписи). Эскизы с изображением сварных швов для трубных деталей: сварная муфта, раструб; сварка на месте монтажа; сварка выполнена на ЗМЗ.
 8-непрерывный; 9-прерывный
8-непрерывный; 9-прерывный
Расстояние от начала предыдущего шва до начала последующего называют шагом шва t. 
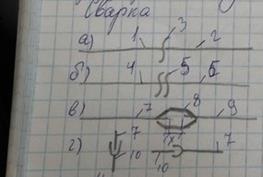 Неразборные соединения: сварка(1,2,7,9 – трубные детали(заготовки), 3 – сварной шов(стыковой или нахлёсточный, выполненный на заготовительном предприятии.), 5- сварной шов(стыковой или нахлёсточный, выполненный на монтажной площадке), 8 – сварная муфта,10 – трубная деталь с раструбом.(+- сварная точка)
Неразборные соединения: сварка(1,2,7,9 – трубные детали(заготовки), 3 – сварной шов(стыковой или нахлёсточный, выполненный на заготовительном предприятии.), 5- сварной шов(стыковой или нахлёсточный, выполненный на монтажной площадке), 8 – сварная муфта,10 – трубная деталь с раструбом.(+- сварная точка)

2.Заготовительная операция гнутьѐ трубных деталей: диаметром до 40 мм включительно; диаметром условного прохода 50 мм и более. Правила выполнения операции гнутьѐ для оцинкованных и не оцинкованных труб. Перечислите виды дефектов при гнутье труб. Марка и цвет грунта отечественного производства применяемого для операции грунтовка.
Гибка труб выполняется в холодном и горячем состоянии, а также ручным и механическим способом. Нельзя осуществлять гибку труб в месте сварного шва или в
его плоскости. Сварной шов не должен находиться в плоскости гиба. Его необходимо повернуть под углом 45º по отношению к плоскости гиба.
Горячий способ гнутья выполняется с помощью пламенных горелок, горнов, токов высокой частоты.
Перед изгибанием трубу с диаметром до 50 мм заполняют речным песком мелкой фракции. С двух сторон в трубу забивают деревянные пробки. После этого один край трубы закрепляют, а за другой рабочие руками либо лебедкой через шаблон производят
изгибание трубы. При гутья зона изгиба нагревается. Заполнение песком необходимо для того, чтобы избежать недостатков при гибе (овальности, складки по внутренней стороне гиба). Складки, появляющиеся при изгибе называются гофрами и волнами.
Холодным способом трубы гнут на станках различных марок: ВМС-23В, ВМС-12, трубогибочная машина ГСТМ-21.
Гнутьё выполняется на угол больше угла гнутья, т.е угол пружинения.
После холодной гибки труб при снятии нагрузок на конце трубы, она начинает пружинить на угол пружинения. При гибке на 90º этот угол составляет от 3 до 5º, поэтому, выполняя гибку необходимо увеличить угол гнутья на угол пружинения.
Радиус гиба труб с диаметром условного прохода до 40 мм включ. должен быть не менее 2,5Dн, а с диаметром условного прохода 50 мм и более — не менее 3,5Dн трубы.
Не допускается применение трубных заготовок, имеющих «гофры», образующиеся при гнутье труб.
Оцинкованные трубы следует гнуть только в холодном состоянии.
Для труб диаметром 100 мм и более допускается применение гнутых (с радиусом гиба в соответствии с 5.2.1.4) и сварных отводов.
Воздуховоды, изготовленные из черной стали (их наружные и внутренние поверхности), соединительные и крепежные детали должны быть огрунтованы на заготовительном предприятии грунтовкой ГФ-021 по ГОСТ 25129, если проектной документацией не предусмотрен другой вид покры-тия. Бывает Светло-серая и Красно-коричневая.








