 2020-04-12
2020-04-12 746
746ВВЕДЕНИЕ
Сверлильные станки – многочисленная группа металлорежущих станков, предназначенных для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей.
Применяя специальные приспособления и инструменты, можно выполнять различного рода операции, такие как растачивание отверстий, вырезание отверстий большого диаметра в листовом материале («трепанирование»), притирание точных отверстий и т. д.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путем оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
На сверлильно-фрезерных станках можно выполнять фрезерование, наклонное торцевое фрезерование, шлифовку поверхности, горизонтальное фрезерование и другие операции. Для выполнения подобных операций используют сверла, зенкеры, развертки, метчики и другие инструменты.
Спектр применения сверлильных станков велик. Они используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов и в предприятиях малого бизнеса.
Расточные станки — металлорежущие станки для сверления, зенкерования, развертывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования.
Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Глава 1. Сверлильные станки
Рабочими формообразующими движениями при обработке на сверлильных стайках являются главное вращательное движение и поступательное движение подачи шпинделя вдоль его оси. Эти движения сообщаются шпинделем режущему инструменту. Обрабатываемая заготовка при обработке неподвижна.
По технологическому назначению сверлильные станки делят на универсальные (вертикально-сверлильные, радиально-сверлильные, многошпиндельные) и специализированные (горизонтально-сверлильные для глубокого сверления, центровальные для получения центровых отверстий в торцах заготовок валов, станки для обработки отверстий в коленчатых и кулачковых валах, шатунах, фильерах и т. д.). Специализированные станки применяют в условиях серийного и массового производств.
Вертикально-сверлильные станки составляют основную часть парка сверлильных станков и выпускаются двух конструктивных разновидностей: на колонне (основной и наиболее распространенный тип) и настольные, устанавливаемые на верстаке и предназначенные для обработки отверстий малого диаметра.
На рис. 1.1показан вертикально-сверлильный станок модели 2HI35. На фундаментной плите 4 смонтирована колонна 3, коробчатой формы, на передней стороне которой имеются вертикальные направляющие для наладочного перемещения шпиндельной бабки 1 и стола 6. Внутри колонны размещен противовес для уравновешивания шпиндельной бабки. Внутри бабки находятся коробка скоростей и коробка подач станка. Шпиндель 7 с режущим инструментом вращается в подшипниках гильзы 8 с зубчатой рейкой; в процессе обработки с помощью реечной передачи гильзе вместе со шпинделем механически или вручную штурвалом 9 сообщается движение осевой подачи. Стол 6 с Т-образными пазами, на котором устанавливают приспособления и заготовку, при наладке перемещают по направляющим колонны вручную с помощью винтового механизма вращением рукоятки 5. В плите расположен бак для СОЖ. которая подается в зону обработки помпой 2.
Инструменты с коническим хвостовиком устанавливаются непосредственно в конические отверстия шпинделя станка и удерживаются внем силой трения. Когда номера конусов Морзе у инструмента и у шпинделя не совпадают, применяют переходные конусные втулки, надеваемые на хвостовики. Инструменты малого диаметра с цилиндрическим хвостовиком крепятся в сверлильных патронах, вставляемых в шпиндель. В условиях серийного производства с целью повышения производительности для установки инструментов применяют револьверные и многошпиндельные головки.

Рис. 1.1 Одношпиндельный вертикально-сверлильный станок модели 2Н135
Заготовки сравнительно больших размеров в единичном производстве крепятся непосредственно к столу станка при помощи болтов и прихватов. Мелкие заготовки закрепляются в машинных тисках. В серийном и массовом производствах для установки и закрепления обрабатываемых заготовок применяют сверлильные приспособления — кондукторы, снабженные закаленными кондукторными втулками, дающими направление инструменту. При использовании кондукторов отпадает необходимость предварительной разметки заготовок под сверление.
Настольно-сверлильные станки выпускаются с наибольшим условным диаметром сверления в стали 3, 6 и 12 мм, а станки на колонне — с диаметром сверления 18, 25, 35, 50 и 75 мм.
На вертикально-сверлильных станках для совмещения осей обрабатываемого отверстия и режущего инструмента заготовку вместе с приспособлением приходится перемещать по столу станка вручную. Это затрудняет обработку крупных, тяжелых заготовок; их гораздо удобнее обрабатывать на радиально-сверлильных станках, на которых совмещение осей отверстий и инструмента производится перемещением шпинделя станка относительно неподвижной заготовки.
На рис. 1.2 показан радиально-сверлильный станок общего назначения. На плите 1 закреплена тумба 2 с неподвижной колонной 3, на которой смонтирована поворотная траверса (рукав) 5. По направляющим траверсы перемещается бабка б со шпинделем 7. В шпиндельной бабке размещены коробка скоростей, коробка подач и органы управления. Установку шпинделя в горизонтальной плоскости осуществляют в полярных координатах радиальным перемещением бабки и поворотом траверсы. Винтом 4 траверса перемещается вдоль колонны и может быть закреплена на любой высоте в зависимости от высоты заготовки. Заготовка устанавливается либо на съемном столе 8, либо непосредственно на плите /. В некоторых моделях радиально-сверлильных станков шпиндельную бабку выполняют поворотной в вертикальной плоскости, что позволяет обрабатывать отверстия с осями, расположенными под углом.

Рис. 1.1 Одношпиндельный радиально-сверлильный станок общего назначения
Для тяжелого машиностроения выпускаются переносные радиально-сверлильные станки, устанавливаемые непосредственно на громоздких заготовках, а также станки, перемещаемые относительно заготовки по рельсам.
Радиально-сверлильные стенки выпускаются с наибольшим диаметром сверления в стали — 25, 35, 50, 75 и 100 мм.
С целью сокращения машинного времени в условиях серийного производства одношпиндельные вертикально- и радиально-сверлильные станки оснащаются многошпиндельными сверлильными головками, позволяющими сверлить одновременно несколько отверстий. На рис. 1.3, а приведена схема сверлильной головки с постоянным расположением шпинделей. Корпус 3 головки крепится к шпиндельной гильзе станка. Вращение от шпинделя станка через конус 1 и центральное зубчатое колесо z1 через промежуточные зубчатые колеса z2 передается на колеса z3, жестко закрепленные на шпинделях 2 головки. Промежуточные колеса обеспечивают однонаправленное вращение шпинделя станка и шпинделей головки.
В случае малого расстояния между осями шпинделей применяют бесшестеренные сверлильные головки (рис. 1.3, б). Конус 1 головки снабжен кривошипом 5, который соединен с поводковой плитой 2, поддерживаемой кривошипом 3. С плитой 2 соединены также рабочие шпиндели 4 с кривошипами такого же радиуса. Вращение от шпинделя станка через конус 1 передается на кривошип, сообщающий поводковой плите круговое поступательное движение. От поводковой плиты приводятся во вращение с одинаковой частотой шпиндели 4.
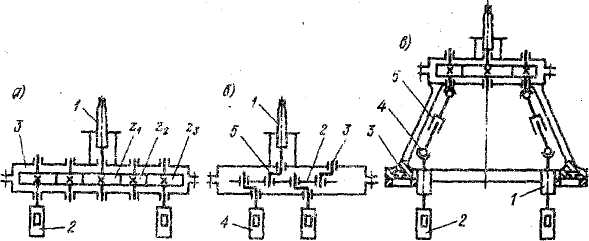
Рис. 1.3. Многошпиндельные сверлильные головки
При необходимости одновременного сверления большого числа (до 200 и более) отверстий в условиях крупносерийного и массового производств применяют многошпиндельные сверлильные станки. Такой станок отличается от одношпиндельного главным образом наличием сверлильной головки колокольного типа с переставными шпинделями (рис. 1.3, в), допускающем переналадку при смене обрабатываемой заготовки.. Рабочие шпиндели 2 размещены в ползунах 1, которые можно перемещать в радиальном направлении и по окружности относительно опорной плоскости корпуса 8 головки. Передача вращения на переставные шпиндели обеспечивается телескопическими валиками 5 суниверсальными шарнирами 4.
Существуют также многошпиндедьные сверлильные станки, представляющие собой как бы совокупность нескольких (2—4) одношпиндельных станков с общей станиной и столом. Такие станки предназначены для последовательной обработки отверстий (сверления, зенкерования, развертывания и т. п.) постоянно установленными инструментами в заготовке, передвигаемой по плоскости стола от одного шпинделя к другому.
Обработку деталей класса валов на токарных и круглошлифовальных станках производят с установкой их на центры станка центровыми отверстиями. Операцию обработки центровых отверстий (центровку заготовок) в условиях серийного и массового производства выполняют на центральных и фрезерно-центровочных станках. В первом случае производится только центровка заготовок, а во втором перед центровкой фрезеруются торцы заготовки. Обработка на фрезерно-центровочных станках предпочтительнее, поскольку предварительное фрезерование торцов облегчает работу центровочных сверл; кроме того благодаря тому, что фрезерование торцов и сверление центровочных отверстий производится с одной установки, обеспечивается строгая перпендикулярность осей отверстий торцам.

Рис. 1.4. Схема работы фреэерно-центровочного полуавтомата
На рис. 1.4 приведена схема работы двухпозиционного фрезерно-центровочного полуавтомата. Заготовка 4, закрепленная в призмах 5 на столе 1 станка, поступает сначала на позицию /, где ее торцы с подачей стола фрезеруются двумя фрезерными головками 3. После этого стол переносит заготовку в позицию //, где двумя центровыми сверлами 2 производится зацентровка обоих ее торцов.








