 2020-04-12
2020-04-12 730
730При обработке на сверлильных станках применяют различные приспособления для установки и закрепления заготовок на столах станков (рис. 2.4.1).
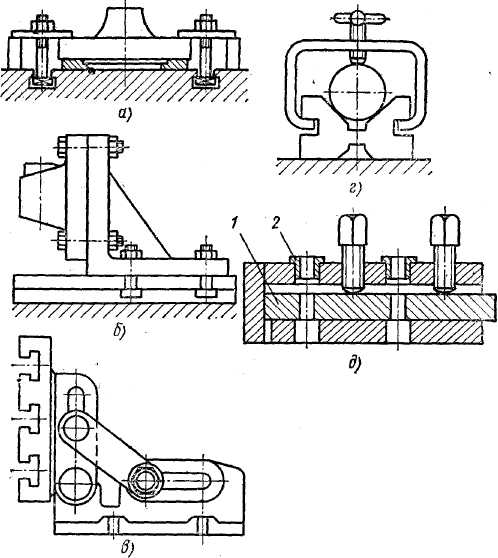
Рис. 2.4.1 Приспособления для закрепления заготовок на сверлильных станках
Заготовки закрепляют прижимными планками (рис. 2.4.1, а) или в машинных тисках. При сверлении сквозных отверстий заготовку устанавливают на подкладки, что обеспечивает свободный выход сверла из отверстия. При обработке отверстий, параллельных или расположенных под углом к установочной плоскости, используют угольники: простые (рис. VI.66, б) и универсальные (рис. 2.4.1, в). Заготовки, имеющие цилиндрические части, закрепляют в трех- или четырехкулачковых патронах, которые крепят на столе станка. При сверлении отверстий в цилиндрических заготовках их устанавливают на призме и закрепляют струбциной (рис. 2.4.1, г). Для сверления нескольких точно расположенных отверстий в заготовках, обрабатываемых большими партиями, широко используют специальные приспособления — кондукторы (рис. 2.4.1, д). Они имеют направляющие втулки 2, обеспечивающие определенное положение режущего инструмента относительно обрабатываемой заготовки 1, закрепляемой в кондукторе. Необходимость в разметке при использовании кондукторов отпадает.
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок, сверлильных патронов и оправок.
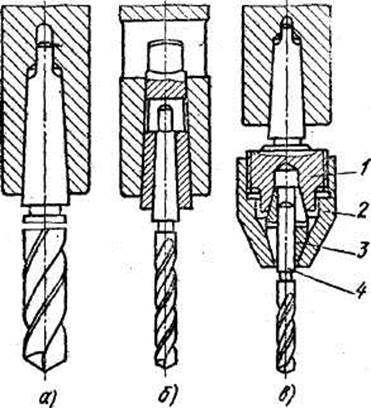
Рис. 2.4.2. Схемы закрепления инструмента в шпинделе станка
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в шпинделе сверлильного станка (рис. 2.4.2, а). Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки (рис 2.4.2, б). Инструменты с цилиндрическим хвостовиком закрепляют в двух-, трехкулачковых или цанговых патронах. Закрепление режущего инструмента в цанговом патроне показано на рис. 2.4.2, в. На резьбовую часть корпуса патрона 1 навинчивается втулка 2, в которой находится разрезная цанга 3. Цилиндрический хвостовик инструмента 4 вставляют в отверстие цанги и закрепляют вращением втулки 2 по часовой стрелке.








