 2020-05-12
2020-05-12 195
195Чугун относится к группе трудно свариваемых металлов и сплавов. Основными факторами, затрудняющими сварку, являются: образование трещин в околошовной зоне в процессе и после сварки, высокая жидкотекучесть, отбеливание чугуна вследствие выгорания кремния и образование его тугоплавких окислов.
Чугун можно сваривать электродуговой сваркой металлическим и угольным электродом, газовой сваркой, термитной сваркой и заливкой жидким чугуном. Сварку чугуна производят в горячем и холодном состоянии.
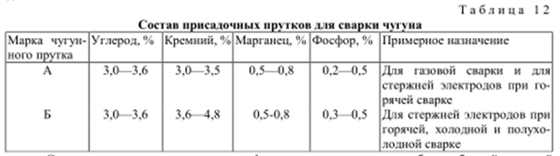
Горячую сварку чугуна производят после предварительного подогрева до температуры 500—800°С. Она может быть выполнена ацетилено-кислородным пламенем (наиболее эффективная) или электродуговой сваркой. Ацетилено-кислородную сварку ведут нейтральным или слегка обогащенным ацетиленом пламенем, применяя наконечники № 3, 4, 5, 7. В качестве присадочного материала применяют чугунные прутки марок А и Б, химический состав которых приведен в табл. 12.
Сварку чугуна ведут с применением флюсов, состоящих из смеси буры с борной кислотой или буры с содой при соотношении компонентов 1:1. Охлаждение сваренной детали должно быть медленным.
При электрической сварке угольными электродами применяют те же присадочные материалы и флюсы, что и при газовой. В качестве чугунных электродов используются прутки марок А и Б со специальными покрытиями. Сварку ведут переменным или постоянным током прямой полярности.
Горячую сварку применяют при ремонте деталей сложном формы, когда требуется получить плотный, прочный и легко обрабатываемый шов. Ею ремонтируют цилиндры компрессоров, насосов, паровых машин и полые детали, работающие под давлением.
Холодная сварка чугуна имеет ограниченное применение в связи с образованием очень твердых, закаленных участков в переходных зонах и шве. Ее применяют при ремонте деталей, работающих без динамических нагрузок.
Холодную электрическую сварку чугуна выполняют стальными, чугунными и биметаллическими электродами. Сварку стальными электродами выполняют как переменным, так и постоянным током. Электрод состоит из стержня из низкоуглеродистой сварочной проволоки с обмазкой. В состав обмазки входят вещества, активно вступающие в соединение с углеродом и образующие устойчивые карбиды, не растворимые в железе. В связи с этим наплавляемый металл и прилежащие к шву зоны обрабатываются механическим путем.
Сварку чугунными электродами выполняют стержнями из прутков марок А и Б со специальным покрытием. Этот вид сварки применяют в основном для исправления дефектов чугунного литья. Металл шва получается близким, по химическому составу к чугуну, однако в шве и в прилегающих к нему зонах детали происходит отбеливание чугуна.
Сварку биметаллическими электродами применяют для заварки небольших трещин на деталях с тонкими стенками и небольших раковин на трущихся поверхностях. Прочность сварного соединения составляет 70—80% прочности основного металла. Существует три типа электродов из цветных металлов: железомедные (10—30% железа и 70—90% меди), никель-железные (30—40% никеля и 60—70% железа), медно-никелевые (25—40% меди и 60—70% никеля). Железо-медные электроды состоят из медного прутка и оплетки из стальной проволоки. Медно никелевые и никель-железные электроды изготовляют из проволок соответствующих сплавов с покрытием, содержащим мрамор и полевой шпат. Сварка ведется постоянным током обратной полярности.
При газовой сварке чугунных деталей в качестве присадочного материала применяют латунь ЛК 62—05 или бронзу сварочную с содержанием меди 56—62%, цинка 38—41%, свинца 1—3,5%, железа 0,7—1 %, марганца 0,5—0,8% и никеля 0,3—0,8%.








